
Page 119 - 《橡塑技术与装备》2025年5期
P. 119
产品与设计
PRODUCT AND DESIGN
推动活塞左移,并带动油缸轴 16、连杆 15 和顶杆 14 作人员的脚进行控制。
左移,使得定位挡销 5 插入外手柄首端双凸台 3、摆
块 2 和扭簧 4 的孔中。由于外手柄首端双凸台的孔为
Φ5.1 mm,定位挡销左端凸台为 Φ6 mm。由于定位挡
销左端凸台开有等分端面 1 mm 的槽,加上有中心孔。
由于 Φ5.1 mm 孔作用于 120° 的锥面,推动定位挡销
5 时会迫使左端凸台产生径向收缩而通过外手柄首端
双凸台的 Φ5.1 mm 孔。通过孔后左端凸台依靠其弹性
复原,便可起到限制定位挡销轴向移动的作用。
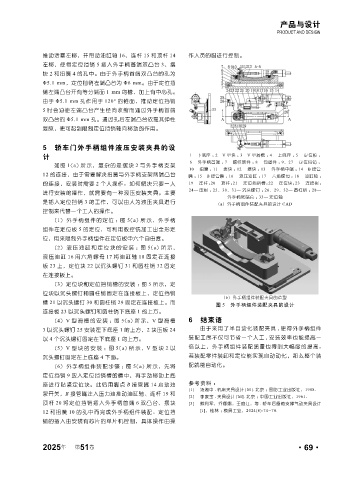
5 轿车门外手柄组件液压安装夹具的设
计 1— 下底座 ; 2—V 型块 ; 3—V 型滑槽 ; 4— 上底座 ; 5— 定位板 ;
6— 外手柄首端 ; 7— 螺纹嵌件 ; 8— 包塑件 ; 9、27— 定位挡销 ;
如图 1(a) 所示,复杂的是摆块 2 与外手柄支架
10— 扭簧 ; 11— 拨块 ; 12— 摆块 ; 13— 外手柄中端 ; 14—B 接管
12 的连接,由于需要解决扭簧与外手柄支架两端凸台 嘴; 15—B 接管嘴 ; 16— 液压油缸 ; 17— 六角螺母 ; 18— 油缸轴 ;
的连接,安装时需要 2 个人操作。如何解决只要一人 19— 连杆; 20— 顶杆; 21— 定位挡销槽; 22— 定位块; 23— 连接板;
24— 压板 ; 25、30、31— 沉头螺钉 ; 26、29、32— 圆柱销 ; 28—
进行安装的操作,就需要有一种液压安装夹具。主要
外手柄尾端套 ; 33— 定位轴
是插入定位挡销 3 的工作,可以由人为液压夹具进行 (a)外手柄组件装配夹具的设计 CAD
控制来代替一个工人的操作。
(1)外手柄组件的定位 :图 5(a) 所示,外手柄
组件在定位板 5 的定位,可利用数控铣加工出全形定
位,用来限制外手柄组件在定位板中六个自由度。
(2)液压油缸和定位块的安装 :图 5(a) 所 示,
液压油缸 16 用六角螺母 17 将油缸轴 18 固定在连接
板 23 上,定位块 22 以沉头螺钉 31 和圆柱销 32 固定
在连接板上。
(3)定位块和定位挡销槽的安装 :图 5 所示,定
位块以沉头螺钉和圆柱销固定在连接板上,定位挡销
(b)外手柄组件装配夹具的造型
槽 21 以沉头螺钉 30 和圆柱销 29 固定在连接板上。而
图 5 外手柄组件装配夹具的设计
连接板 23 以沉头螺钉和圆柱销下底座 1 的上方。
(4)V 型滑槽的安装 :图 5(a) 所 示,V 型滑槽 6 结束语
3 以沉头螺钉 25 安装在下底座 1 的上方,2 块压板 24 由于采用了半自动化装配夹具 , 使得外手柄组件
以 4 个沉头螺钉固定在下底座 1 的上方。 装配工序不仅可节省一个人工 , 安装效率也能提高一
(5)V 型块的安装 :图 5(a) 所 示,V 型块 2 以 倍以上,外手柄组件装配质量也得到大幅度的提高。
沉头螺钉固定在上底座 4 下面。 若装配零件装卸和定位能实现自动动化,那么整个装
(6)外手柄组件装配步骤 :图 5(a) 所示,先将 配就能自动化。
定位挡销 9 放入定位挡销槽的槽中,再手动移动上底
座进行贴紧定位块。此后用脚点 B 接管嘴 14 启动油 参考资料 :
[1] 汤湘中 . 机床夹具设计 [M]. 北京 :国防工业出版社,1988.
泵开关,B 接管嘴注入压力油推动油缸轴、连杆 19 和
[2] 李家宝 . 夹具设计 [M]. 北京 :中国工业出版社,1961.
顶杆 20 将定位挡销插入外手柄首端 6 双凸台、摆块 [3] 熊利军,乔娜娜,王庭江,等 . 轿车后备箱支撑气动夹具设计
12 和扭簧 10 的孔中而完成外手柄组件装配。定位挡 [J],桂林 :模具工业,2024(8):74-78.
销的插入由安装有芯片的单片机控制,具体操作由操
年
2025 第 51 卷 ·69·