
Page 118 - 《橡塑技术与装备》2025年5期
P. 118
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
行连接,此过程比较简单可不需要二人的配合 [1] 。 3 定位挡销处于待加工状态
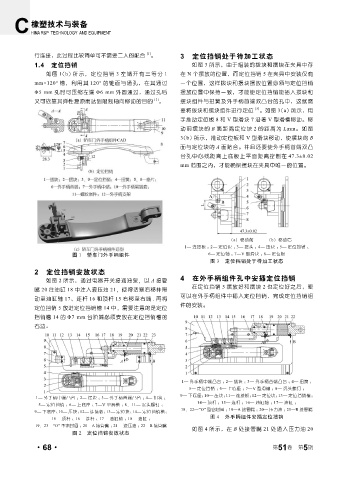
1.4 定位挡销 如图 3 所示,由于组装的拨块和摆块在夹具中存
如图 1(b) 所示,定位挡销 3 左端开有三等分 1 在 N 个摆放的位置,而定位挡销 5 在夹具中安装仅有
mm×120° 槽,利用其 120° 的锥面与通孔,在其通过 一个位置,这样拨块和摆块摆放位置必须与定位挡销
Φ5 mm 孔时可压缩左端 Φ6 mm 外圆通过,通过孔后 摆放位置中保持一致,才能使定位挡销能插入拨块和
又可依靠其弹性复原而达到限制轴向移动的目的 [2] 。 摆块组件与扭簧及外手柄首端双凸台的孔中,这就需
要将拨块和摆块组件进行定位 [3] 。如图 3(a) 所示,用
手推动定位板 8 和 V 型滑块 7 沿着 V 型滑槽移动。移
动 前摆 块的 B 面 距离 定位 块 2 的 距离 为 Lmm。 如图
3(b) 所示,推动定位板和 V 型滑块移动,使摆块的 B
面与定位块的 A 面贴合。并且还要使外手柄首端双凸
台孔中心线距离上底板上平面距离控制在 47.3±0.02
mm 范围之内,才能确保摆块在夹具中唯一的位置。
(a)移动前 (b)移动后
1— 连接板 ; 2— 定位块 ; 3— 接头 ; 4— 压块 ; 5— 定位挡销 ;
图 1 轿车门外手柄组件 6— 定位轴 ; 7—V 型滑块 ; 8— 定位板
图 3 定位挡销处于待加工状态
2 定位挡销安放状态
如图 2 所示,通过电器开关接通油泵,以 A 接管 4 在外手柄组件孔中安插定位挡销
在定位挡销 5 摆放好和摆块 2 也定位好之后,便
嘴 20 往油缸 18 中注入液压油 21,使得活塞右移并带
可以在外手柄组件中插入定位挡销,完成定位挡销组
动至油缸轴 17、连杆 16 和顶杆 15 右移至右端 . 再将
件的安装。
定位挡销 5 放进定位挡销槽 14 中,需要注意的是定位
挡销槽 14 的 Φ7 mm 台阶端必须安放在定位挡销槽的
右边。
1— 外手柄中端凸台 ; 2— 摆块 ; 3— 外手柄首端凸台 ; 4— 扭簧 ;
5— 定位挡销 ; 6— 上底座 ; 7—V 型滑槽 ; 8— 沉头螺钉 ;
9— 下底座; 10— 压块; 11— 连接板; 12— 定位块; 13— 定位挡销槽;
1— 外手柄中端凸台 ; 2— 摆块 ; 3— 外手柄首端凸台 ; 4— 扭簧 ;
14— 顶杆 ; 15— 连杆 ; 16— 油缸轴 ; 17— 油缸 ;
5— 定位挡销 ; 6— 上底座 ; 7—V 型滑槽 ; 8、11— 沉头螺钉 ;
18、22—“O” 型密封圈 ; 19—A 接管嘴 ; 20— 压力油 ; 21—B 接管嘴
9— 下底座; 10— 压块; 12— 连接板; 13— 定位块; 14— 定位挡销槽;
图 4 外手柄组件安插定位挡销
15— 顶杆 ; 16— 连杆 ; 17— 油缸轴 ; 18— 油缸 ;
19、23—“O” 型密封圈 ; 20—A 接管嘴 ; 21— 液压油 ; 22—B 接管嘴
如图 4 所示,在 B 处接管嘴 21 处通入压力油 20
图 2 定位挡销安放状态
5
·68· 第 51 卷 第 期