
Page 70 - 《橡塑技术与装备》2024年2期
P. 70
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
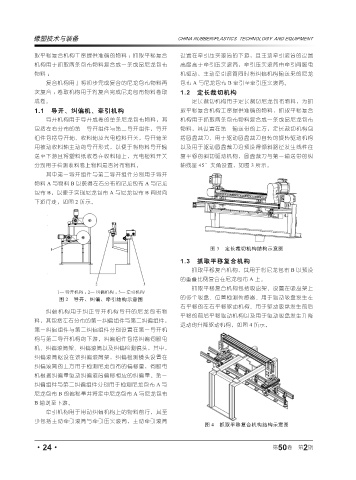
取平移复合机构工序提供准确的物料 ;抓取平移复合 设置在牵引压实滚筒的下游,且主动牵引滚筒的设置
机构用于抓取两条包布物料复合成一条成品尼龙包布 高度高于牵引压实滚筒,牵引压实滚筒由牵引伺服电
物料 ; 机驱动,主动牵引滚筒同时将纠偏机构输送来的尼龙
复合机构用于将初步完成复合的尼龙包布物料再 包布 A 与尼龙包布 B 牵引至牵引压实滚筒。
次复合 ;卷取机构用于将复合完成尼龙包布物料卷取 1.2 定长裁切机构
成卷。 定长裁切机构用于定长裁切尼龙包布物料,为抓
1.1 导开、纠偏机、牵引机构 取平移复合机构工序提供准确的物料,抓取平移复合
导开机构用于导开成卷的单条尼龙包布物料,其 机构用于抓取两条包布物料复合成一条成品尼龙包布
包括左右分布的第一导开组件与第二导开组件,导开 物料,其设置在第一输送带的上方,定长裁切机构包
组件包括导开轴、收料轴及光电检料开关,导开轴采 括圆盘裁刀、用于驱动圆盘裁刀自转的旋转驱动机构
用被动收料轴主动的导开形式,以便于将物料导开输 以及用于驱动圆盘裁刀沿预设得倾斜路径发生线性往
送至下游且将塑料纸收卷在收料轴上,光电检料开关 复平移的斜切驱动机构,圆盘裁刀与第一输送带的纵
分别用于检测收料卷上物料是否衬布物料。 轴线呈 45°夹角设置,如图 3 所示。
其中第一导开组件与第二导开组件分别用于导开
物料 A 与物料 B 以获得左右分布的尼龙包布 A 与尼龙
包布 B,以便于实现尼龙包布 A 与尼龙包布 B 同时向
下游行走,如图 2 所示。
图 3 定长裁切机构结构示意图
1.3 抓取平移复合机构
抓取平移复合机构,其用于将尼龙包布 B 以预设
的重叠比例复合在尼龙包布 A 上。
抓取平移复合机构包括吸盘架、设置在吸盘架上
1— 导开机构 ; 2— 纠偏机构 ; 3— 牵引机构
图 2 导开、纠偏、牵引结构示意图 的多个吸盘、位置检测传感器、用于驱动吸盘发生左
右平移的左右平移驱动机构、用于驱动吸盘发生前后
纠偏机构用于纠正导开机构导开的尼龙包布物
平移的前后平移驱动机构以及用于驱动吸盘发生升降
料,其包括左右分布的第一纠偏组件与第二纠偏组件,
运动的升降驱动机构,如图 4 所示。
第一纠偏组件与第二纠偏组件分别设置在第一导开机
构与第二导开机构的下游,纠偏组件包括纠偏伺服电
机、纠偏滚筒架、纠偏滚筒以及纠偏检测镜头,其中,
纠偏滚筒枢设在该纠偏滚筒架,纠偏检测镜头设置在
纠偏滚筒的上方用于检测尼龙包布的偏移量,伺服电
机根据纠偏量驱动纠偏滚筒偏移相应的纠偏量。第一
纠偏组件与第二纠偏组件分别用于检测尼龙包布 A 与
尼龙包布 B 的偏移量并将定中尼龙包布 A 与尼龙包布
B 输送至下游。
牵引机构用于带动纠偏机构上的物料前行,其至
少包括主动牵引滚筒与牵引压实滚筒,主动牵引滚筒
图 4 抓取平移复合机构结构示意图
2
·24· 第 50 卷 第 期