
Page 67 - 《橡塑技术与装备》2024年2期
P. 67
机械与模具 陈赓 等·物料正反转装置在帘布筒成型机上的自动化应用
(5)在程序控制下,下输送带机构的输送带将胶
料自动输送至贴合鼓的贴合位置。
2— 上输送模板 ; 4— 摆架 ; 5— 导向辊筒 ; 6— 摆动机构
图 1 胶料自动翻转装置
(1)调节好摆架的摆角位置,调节好导向辊筒间
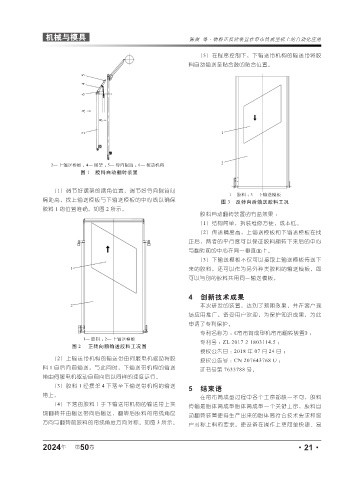
1— 胶料 ; 3— 下输送模板
隔距离,找上输送模板与下输送模板的中心线以确保
图 3 反转向后输送胶料工况
胶料 1 的位置准确。如图 2 所示。
胶料自动翻转装置的有益效果 :
(1)结构简单,拆装维修方便,成本低。
(2)传送精度高,上输送模板和下输送模板在找
正后,两者的平行度可以保证胶料翻转下来后的中心
与翻转前的中心在同一垂直面上。
(3)下输送模板不仅可以接取上输送模板传送下
来的胶料,还可以作为另外种类胶料的输送模板,即
可以与别的胶料共用同一输送模板。
4 创新技术成果
本次研发的装置,达到了预期效果,并在客户现
场应用推广,备受用户欢迎,为保护知识成果,为此
申请了专利保护。
专利名称为 :《帘布筒成型机帘布翻转装置》;
1— 胶料 ; 2— 上输送模板
专利号 : ZL 2017 2 1803114.5 ;
图 2 正转向前输送胶料工况图
授权公告日 : 2018 年 07 月 24 日;
(2)上输送带机构的输送带由伺服电机驱动将胶 授权公告号 : CN 207643768 U ;
料 1 自后向前输送,与此同时,下输送带机构的输送
证书号第 7633788 号。
带由伺服电机驱动自前向后以同样的速度运行。
(3)胶料 1 经摆架 4 下落至下输送带机构的输送
5 结束语
带上。 在帘布筒成型过程中各个工序都缺一不可,胶料
(4)下落的胶料 1 于下输送带机构的输送带上实
传输是胎体筒成型胎体筒成型一个关键工序,胶料自
现翻转并由输送带向后输送,翻转后胶料的帘线角度 动翻转装置使得生产出来的胎体筒符合技术要求和客
方向与翻转前胶料的帘线角度方向对称。如图 3 所示。 户对称上料的要求。使设备在操作上更简单快捷、易
年
2024 第 50 卷 ·21·