
Page 75 - 《橡塑技术与装备》2024年2期
P. 75
机械与模具 张会忱·合成橡胶脱水膨化造粒一体化机组
来安放,土建成本增加了许多。经与一些生产单位不 粒 ” 于一身的一体化机组。
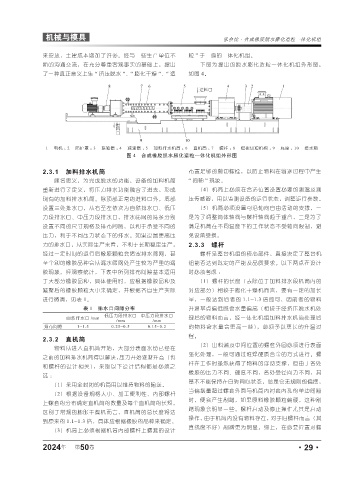
断的沟通交流,在充分尊重客观事实的基础上,提出 下图为提出的脱水膨化造粒一体化机组外形图,
了一种真正意义上集 “ 挤压脱水 ”、“ 膨化干燥 ”、“ 造 如图 4。
1— 电机 ; 2— 防护罩 ; 3— 联轴器 ; 4— 减速器 ; 5— 加料排水机筒 ; 6— 直机筒 ; 7— 螺杆 ; 8— 模板切粒机构 ; 9— 底座 ; 10— 接水箱
图 4 合成橡胶脱水膨化造粒一体化机组外形图
2.3.1 加料排水机筒 布置足够的剪切螺栓,以防止物料在输送过程中产生
顾名思义,为完成脱水的功能,设备的加料机筒 “ 抱轴 ” 现象。
重新进行了定义,将压力排水功能融合了进去,形成 (4)机筒上必须在合适位置设置必要的测温及测
现有的加料排水机筒。除顶部正常的进料口外,底部 压传感器,用以监测设备的运行状态,调整运行参数。
设置三处排水口,从右至左依次为自然排水口、低压 (5)机筒必须设置可沿轴向自由活动的支撑,一
力段排水口、中压力段排水口,排水筛网的筛条分别 是为了调整筒体轴线与螺杆轴线趋于重合,二是为了
设置不同的尺寸规格及排布间隙,以利于承受不同的 满足机筒在不同温度下的工作状态不受轴向限制,避
压力,利于不同压力状态下的排水。如果设置更高压 免设备受损。
力的排水口,从实际生产来看,不利于长期稳定生产, 2.3.3 螺杆
经过一定时间的运行后橡胶颗粒会堵塞排水筛网,甚 螺杆是整台机组的核心部件,直接决定了整台机
至个别的橡胶品种会从漏水筛网处产生较为严重的漏 组能否达到既定的产能及品质要求。以下两点在设计
胶现象。经观察统计,下表中所列排布间隙基本适用 时必须考虑 :
于大部分橡胶品种,具体使用时,应根据橡胶品种及 (1)螺杆的长度(去除位于加料排水段机筒内的
凝聚后的橡胶颗粒大小来确定,并根据各自生产实际 对应部分)相较于膨化干燥机而言,要有一定的加长
进行微调,见表 1。 量,一般达到后者的 1.1~1.3 倍即可,因前者的物料
表 1 排水口间隙分布 升温基点偏低既含水量偏高(相较于经挤压脱水机处
自然排水口 /mm 低压力段排水口 中压力段排水口 理后的物料而言,经一体化机组加料排水机筒处理后
/mm /mm
排布间隙 1~1.5 0.25~0.5 0.15~0.2 的物料含水量会更高一些),必须予以更长的升温过
程。
2.3.2 直机筒
(2)出料端及中间位置的螺套外圆必须进行表面
物料从进入直机筒开始,大部分表面水份已经在
强化处理,一般可通过堆焊硬质合金的方式进行。螺
之前的加料排水机筒得以解决,压力开始逐渐升高(也
杆在工作时虽然获得了物料的浮动支撑,但由于各处
和螺杆的设计相关),采取以下设计结构都是必须之
橡胶的压力不同、硬度不同,各处受径向力不同,其
选:
基本不能保持在自转同心状态,总是会无规则的偏摆,
(1)采用全封闭的机筒用以维持物料的输送。
当偏摆量超过螺套外圆与机筒内衬套内孔的单边间隙
(2)根据设备规格大小、加工便利性、内部螺杆
时,便会产生剐蹭,如果原料橡胶颗粒偏硬,这种剐
上螺套的分布确定直机筒的数量及每个直机筒的长短。
蹭现象会明显一些。螺杆启动及停止操作尤其是启动
区别于常规的膨胀干燥机而言,直机筒的总长度将达
操作,由于机筒内没有物料存在,对于旧螺杆而言(其
到原来的 1.1~1.3 倍,具体应根据橡胶的品种来确定。
直线度不好)剐蹭更为明显。综上,在必要位置对螺
(3)机筒上必须根据机筒内部螺杆上螺套的设计
2024 第 50 卷 ·29·
年