
Page 78 - 《橡塑技术与装备》2024年2期
P. 78
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
表 1 半钢轮胎胎面 TM1 配方 (2)胎面比重的测量和计算
胎面配方 TM1 华莱士比重计法(可直接估算出气孔率数值):
原材料组分 质量份数
TSR20 40.0 —— 对试样使用华莱士比重计直接测量比重 ρ。
RC2557S 82.5
N234 25.0 (轮胎生产企业的快检室、实验室有此仪器可以使用)
白炭黑 1115MP 45.0 —— 计算气孔率用 r 表 示,r=(ρ 标准 -ρ)/
V700+Si69 11.0
ANTILUX111 1.2 ρ×100%。 ρ 标准 参见 1.5.3 表格 ;
SAD+ZnO 4.0 —— 计算气孔率 r 与 1.3 表格对应胶号比较,以
防老剂 RD+ 防老剂 4020+CTP 3.6
DPG+CZ+S 4.0 不低于限值比重视为合格。
总计 216.3 现用胎面标准比重与气孔率限值对应表(规定气
国 Zwick 公司产品 ;硬度计,Z3130,德国 Zwick 公 孔率以≤ 2.0% 为限)2021 年执行标准详见表 2。
司检测设备。 表 2 原胎面气孔率执行标准
胎面胶料代号 TM1
1.4 胶料试样制备及测试
胎面标准比重 ρ 标准 1.148 ( 近期快检数据均值 )
1.4.1 混炼胶的制备 胎面气孔率限值 / ≤ % 2.0
胎面限值比重 ρ/ ≥ 1.125
生产工艺为 SSM 低温一步法炼胶工艺,生胶料与
小料在密炼机中初步混炼后,排放到双驱全自动开炼 1.5.2 胎面气孔率标准第二阶段(终版)
机上,压制成片后分流给 4 组全自动混炼开炼机,胶 (1)取样
料在每组混炼开炼机上实现自动混炼 710 S,全过程 从压出生产设备冷却线下来,计入卷取打卷之前
为补充混炼、冷却、收取,过程为 135 s。下片时无需 进行宽约 20~30 cm 的胎面断面,在胎面截面,可视
调节开炼机辊距 [6~8] ,试验胶料下片后停放 4 h 以上方 气孔最多处(一般为胎面肩部气孔最多处)进行割取,
可进行胎面部件压出使用。 具体割取位置参见图 1 位置,截取宽度为 3~5 cm 长
1.4.2 硫化胶的制备 度为 3~10 cm 胶条,可包含底胶,一分为二,分别为
采用平板硫化机(XLB-400-400 型四立柱平板 样品 1、样品 2。
硫化机,青岛科高橡塑机械技术装备有限公司)进行 (2)测量比重和气孔率计算
硫化得到硫化胶,硫化温度为 150 ℃,压力为 15.5 比重测试方法 :采用华莱士比重计法(快检室、
MPa,硫化时间为 41 min。 实验室均用此仪器)
1.5 胎面部件气孔率鉴定 —— 样品 1 使用华莱士比重计直接测量比重 ρ ;
1.5.1 胎面气孔率标准第一阶段(试行阶段) —— 样品 2 使用硫变仪进行硫化,样品冷却后,
为量化胎面气孔率和判定标准,制定胎面部件气 使用华莱士比重计直接测量比重 ρ 硫化 ;
孔率的鉴定方法和参考标准,具体要求如下 : —— 胎面气孔率测算 :气孔率 r=(ρ 硫化 -ρ)/ρ 硫化
(1)取样 ×100%。
从压出生产设备冷却线下来,计入卷取打卷之前
进行宽约 20~30 cm 的胎面断面,在胎面截面,可视 2 结果与讨论
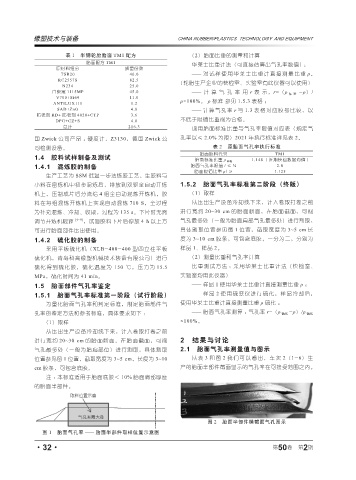
气孔最多处(一般为胎肩部位)进行割取,具体割取 2.1 胎面气孔率测量值与图示
位置参见图 1 位置,截取宽度为 3~5 cm,长度为 3~10 从表 3 和图 2 我们可以看出,车次 2(1-6)生
cm 胶条,可包含底胶。 产的胎面半部件截面显示的气孔率在可接受范围之内。
注 :本标准适用于胎面底胶< 10% 胎面肩部厚度
的胎面半部件。
图 2 胎面半部件横截面气孔图示
图 1 胎面气孔率 —— 胎面半部件取样位置示意图
2
·32· 第 50 卷 第 期