
Page 68 - 《橡塑技术与装备》2025年11期
P. 68
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
元件,进行第 2 次固化,最后铺贴玻璃纤维预浸料以 成型。
及内蒙皮,进行第 3 次固化。3 次固化过程均为凹模 防冰前缘的制造工艺流程如图 2 所示。
图 2 防冰前缘制造工艺流程
从上述工艺流程图中可以看出,在生产准备阶段、
零件的第 2 次固化完成阶段和第 3 次固化完成阶段,
均对加温元件的电阻值、加温元件与内外蒙皮之间的
绝缘电阻值进行了检查测量,从而保证最终的零件状
态符合要求,实现防冰前缘的防 / 除冰功能。
2 原因分析
为准确判定零件加温元件与蒙皮之间不绝缘故障
现象,对装配件进行拆解,分别进行装配件和零件状
态故障复现试验。装配件拆解时,每拆解一个铆钉检 图 3 故障树
测一次电阻值,当拆解至防冰前缘上翼面 6 肋处从对
称轴线往外数第 2 个孔位时,发现电阻值合格,将该
铆钉再次铆接后,电阻值不合格。因此,可以判定故
障位置为防冰前缘上翼面 6 肋处从对称轴线往外数第
2 个孔位。
针对防冰前缘 6 肋处孔加温元件接线柱与蒙皮不
绝缘的问题,进行了故障树分析,具体的故障树如图
3 所示。
通过对加温元件接线柱与蒙皮不绝缘故障现象进
行分析,共梳理出了 5 项底事件,现对这 5 项底事件
进行逐项分析。
(1)X 1 — 铆钉孔制在汇流条上
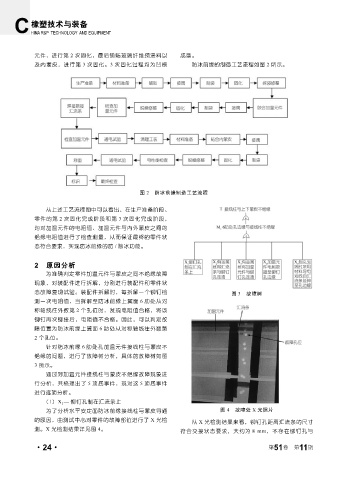
为了分析水平安定面防冰前缘接线柱与蒙皮导通 图 4 故障处 X 光照片
的原因,由测试中心对零件的故障部位进行了 X 光检
从 X 光检测结果来看,铆钉孔距离汇流条的尺寸
测。X 光检测结果详见图 4。 符合交接状态要求,大约为 8 mm,不存在铆钉孔与
·24· 第 51 卷 第 11 期