
Page 73 - 《橡塑技术与装备》2025年11期
P. 73
工艺与设备
PROCESS AND EQUIPMENTS
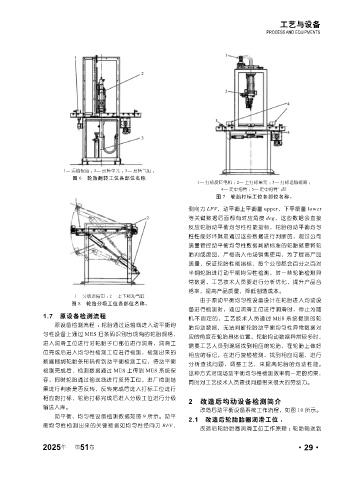
1— 运输辊筒 ; 2— 反转单元 ; 3— 反转气缸 ;
图 6 轮胎翻转工位各部位名称
1— 打标旋转电机 ; 2— 上打标单元 ; 3— 打标运输辊筒 ;
4— 定中抱臂 ; 5— 定中抱臂气缸
图 7 轮胎打标工位各部位名称。
侧向力 LFV,动平衡上平衡量 upper、下平衡量 lower
等关键数据后面都有对应角度 deg,这些数据会直接
反应轮胎动平衡均匀性性能指标,轮胎的动平衡均匀
性性能好坏就是通过这些数据进行判断的,超过公司
质量管控动平衡均匀性数据判断标准的轮胎就要将轮
胎判成废品,严格流入市场销售使用,为了提高产品
质量,保证轮胎性能指标,每个公司都会百分之百对
半钢轮胎进行动平衡均匀性检测,对一些轮胎检测异
常数据,工艺技术人员要进行分析优化,提升产品合
格率,提高产品质量,降低制造成本。
1— 分级运输带 ; 2— 上下移动气缸
由于原动平衡均匀性设备设计在轮胎进入均动设
图 8 轮胎分级工位各部位名称。
备进行检测时,通过润滑工位进行润滑时,停止为随
1.7 原设备检测流程 机不固定的,工艺技术人员通过 MES 系统提取的轮
原设备检测流程 :轮胎通过运输线进入动平衡均
胎均动数据,无法判断轮胎动平衡均匀性异常数据对
匀性设备上通过 MES 扫条码识别出现有的轮胎规格,
应的角度在轮胎具体位置,轮胎均动数据异常较多时,
进入润滑工位进行对轮胎子口部位进行润滑,润滑工
需要工艺人员到现场找到相应的轮胎,在轮胎上做好
位完成后进入均匀性检测工位进行检测,检测出来的
相应的标记,在进行复检检测,找到相应问题,进行
数据捆绑轮胎条形码传到动平衡检测工位,待动平衡
分析查找问题,调整工艺,来提高轮胎的均动性能。
检测完成后,检测数据通过 MES 上传到 MES 系统保
这种方式对现场动平衡均匀性检测效率有一定的约束,
存,同时轮胎通过输送线进行反转工位,进厂检测结
同时对工艺技术人员查找问题带来很大的劳动力。
果进行判断是否反转,反转完成后进入打标工位进行
相应的打标,轮胎打标完成后进入分级工位进行分级
2 改造后均动设备检测简介
输送入库。
改造后动平衡设备系统工作流程,如图 10 所示。
动平衡、均匀性设备检测数据如图 9 所示。动平
2.1 改造后轮胎胎圈润滑工位 :
衡均匀性检测出来的关键数据如均匀性径向力 RFV、
改造后轮胎胎圈润滑工位工作原理 :轮胎输送到
年
2025 第 51 卷 ·29·