
Page 74 - 《橡塑技术与装备》2025年11期
P. 74
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
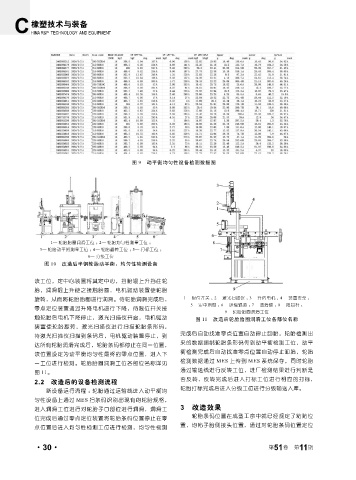
图 9 动平衡均匀性设备检测数据图
1— 轮胎胎圈润滑工位 ; 2— 轮胎均匀性测量工位 ;
3— 轮胎动平衡测量工位 ; 4— 轮胎翻转工位 ; 5— 打标工位 ;
6— 分级工位
图 10 改造后半钢轮胎动平衡、均匀性检测设备
该工位,定中心装置将其定中心,挡胎辊上升挡住轮
胎,润滑辊上升使之接触胎圈,电机驱动装置使轮胎
旋转,从而将轮胎胎圈进行润滑。待轮胎润滑完成后, 1— 限位开关 ; 2— 激光扫描仪 ; 3— 升降电机 ; 4— 装置支架 ;
5— 定中抱臂 ; 6— 运输辊道 ; 7— 润滑辊 ; 8— 阻挡杆 ;
零点定位装置通过升降电机进行下降,待限位开关接
9— 轮胎胎圈润滑工位
触轮胎后电机下降停止,激光扫描仪开启,电机驱动 图 11 改造后轮胎胎圈润滑工位各部位名称
装置使轮胎旋转,激光扫描仪进行扫描轮胎条形码,
完成后自动找准零点位置自动停止卸胎,轮胎检测出
待激光扫描仪扫描到条码后,电机驱动装置停止,到
达所有轮胎润滑完成后,轮胎条码都停止在同一位置, 来的数据捆绑轮胎条形码传到动平衡检测工位,动平
衡检测完成后自动找准零点位置自动停止卸胎,轮胎
该位置设定为动平衡均匀性最终的零点位置,进入下
检测数据通过 MES 上传到 MES 系统保存,同时轮胎
一工位进行检测。轮胎胎圈润滑工位各部位名称详见
图 11。 通过输送线进行反转工位,进厂检测结果进行判断是
否反转,反转完成后进入打标工位进行相应的打标,
2.2 改造后的设备检测流程
轮胎打标完成后进入分级工位进行分级输送入库。
新设备运行流程 :轮胎通过运输线进入动平衡均
匀性设备上通过 MES 扫条码识别出现有的轮胎规格,
进入润滑工位进行对轮胎子口部位进行润滑,润滑工 3 改造效果
轮胎条码位置在成型工序中就已经规定了粘贴位
位完成后通过零点定位装置将轮胎条码位置停止在零
置,均帖子胎侧接头位置,通过对轮胎条码位置定位
点位置后进入均匀性检测工位进行检测,均匀性检测
·30· 第 51 卷 第 11 期