
Page 65 - 《橡塑技术与装备》2025年11期
P. 65
车用制品技术与应用
TECHNOLOGY AND APPLICATION OF AUTOMATIVE PRODUCTS
图 3 调整前缝合器 图 4 调整后缝合器
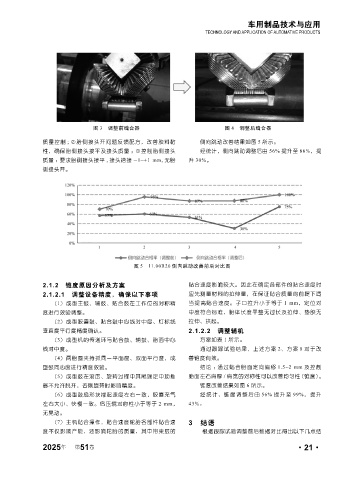
质量控制 ; ②胎侧接头开问题反馈配方,改善胶料黏 侧向跳动改善结果如图 5 所示。
性,确保胎侧接头接平及接头质量 ;③控制胎侧接头 经统计,侧向跳动调整后由 56% 提升至 86%,提
质量 :要求胎侧接头接平 , 接头搭接 -1~+1 mm, 无胎 升 30%。
侧接头开。
图 5 11.00R20 侧向跳动改善前后对比图
2.1.2 锥度原因分析及方案 贴合速度影响较大。因此在确定各部件的贴合速度时
2.1.2.1 调整设备精度,确保以下事项 应先测量材料的拉伸量,在保证贴合质量的前提下适
(1)成型主鼓、辅鼓、贴合鼓在工作位的对称精 当提高贴合速度。子口拉升小于等于 1 mm,定位对
度进行效验调整。 中度符合标准,胎体长度平整无过长及拉伸、垫胶无
(2)成型胶囊鼓、贴合鼓中心线对中度、灯标线 拉伸、拱起。
垂直度平行度精度确认。 2.1.2.2 调整辅机
(3)成型机的传递环与贴合鼓、辅鼓、胎面中心 方案如表 1 所示。
线对中度。 通过跟踪试验结果,上述方案 2、方案 8 对于改
(4)两胎圈夹持抓同一平面度、双面平行度,成 善锥度有效。
型鼓同心度进行精度效验。 结论 :通过贴合胎面定向偏移 1.5~2 mm 及控制
(5)成型鼓在滚压、旋转过程中其尾端定中顶推 胎面左右肩厚 / 肩宽的对称性可以改善均匀性(锥度)。
器不允许脱开,否则旋转时影响精度。 锥度改善结果如图 6 所示。
(6)成型鼓扇形块撑起速度左右一致,胶囊充气 经统计,锥度调整后由 56% 提升至 99%,提升
左右大小、快慢一致。后压辊对称性小于等于 2 mm, 43%。
无晃动。
(7)主机贴合操作,贴合速度轮胎各部件贴合速 3 结语
度不仅影响产能,还影响轮胎的质量,其中带束层的 根据跟踪试验调整前后数据对比得出以下几点结
2025 第 51 卷 ·21·
年