
Page 48 - 《橡塑智造与节能环保》2024年3期
P. 48
技术与装备
重,性能下降,导致胎冠塌陷。 程。在带束层的末端,有一组胎面胶和胎侧橡胶。烘
表7 轮胎高速性能测试条件和结果 箱老化过程导致这些橡胶的性能下降,并且带束层的
工艺流程 速度 (km/h) 时间(min) 末端是轮胎应力集中的位置。因此,在老化耐久性测
1 0~150 10 10
2 150 10 10 试后,首先损坏了带束层的端点(图6),然后胎面花
3 160 10 10 纹块掉落。这种损伤是典型的老化后的耐久性损伤。
4 170 30 30
5 180 10 10
6 190 10 10
7 200 10 10
8 210 10 10
9 220 4.5 8.4
注:充气压力为 550 kPa,负荷为 90%(额定负荷为 1 395 kg);当
A 轮胎行驶 4.5 min×220 km/h时,胎冠塌陷,试验终止;当 B 轮胎
行驶 8.4 min×220 km/h时,胎冠塌陷,试验终止。
3.5 老化耐久性试验 图6 老化试验后的方案A
为了验证耐久性,使用了美国DTAP烘箱老化试
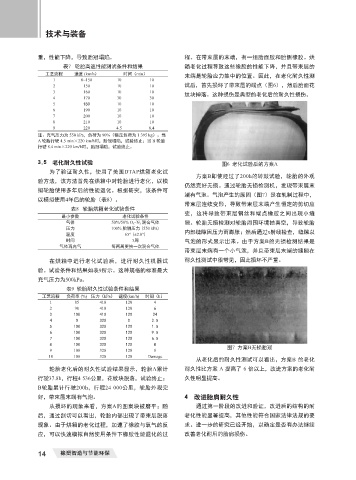
方案B即使经过了200h的转鼓试验,轮胎的外观
验方法,该方法首先在烘箱中对轮胎进行老化,以模
仍然完好无损。通过轮胎无损检测机,发现带束层末
拟轮胎使用多年后的性能退化。根据研究,该条件可
端有气泡。气泡产生的原因(图7)是在轧制过程中,
以模拟使用4年后的轮胎(表8)。
带束层连续变形,导致带束层末端产生恒定的剪切应
表8 轮胎烘箱老化试验条件
变,这将导致带束层钢丝和端点橡胶之间出现小缝
最小参数 老化试验条件
气体 50%/50% O 2 -N 2 混合气体 隙。轮胎无损检测对轮胎周围环境抽真空,导致轮胎
压力 100% 胎侧压力 (550 kPa)
温度 65° (±2.0°) 内部缝隙因压力而膨胀;然后通过x射线检查,缝隙以
时间 5周 气泡的形式显示出来。由于方案B的无损检测结果是
气体再充气 每两周更换一次混合气体
带束层末端有一个小气泡,并且带束层末端的缝隙在
在烘箱中进行老化试验后,进行耐久性机器试 耐久性测试中很常见,因此损坏不严重。
验。试验条件和结果如表9所示。这种规格的标准最大
充气压力为500kPa。
表9 轮胎耐久性试验条件和结果
工艺流程 负荷率 (%) 压力(kPa) 速度(km/h) 时间(h)
1 85 410 120 4
2 90 410 120 6
3 100 410 120 24
4 0 320 0 2.5
5 100 320 120 1.5
6 100 320 120 9.5
7 100 320 120 6.5
8 100 320 120 8 图7 方案B无损胎冠
9 100 320 120 8
10 100 320 120 Damage
从老化后的耐久性测试可以看出,方案B 的老化
轮胎老化后的耐久性试验结果显示,轮胎A累计 耐久性比方案 A 提高了 6 倍以上,改进方案的老化耐
行驶37.8h,行程4 536公里,花纹块脱落,试验终止; 久性明显提高。
B轮胎累计行驶200h,行程24 000公里,轮胎外观完
好,带束层末端有气泡。 4 改进胎肩耐久性
从损坏的现象来看,方案A的图案块被磨平;随 通过第一阶段的改进和验证,改进后的结构的耐
后,通过剖切可以看出,轮胎内部出现了带束层脱落 老化性能显著提高,其他性能符合国家法律法规的要
现象。由于烘箱的老化过程,加速了橡胶与氧气的反 求。进一步的研究已经开始,以确定是否有办法继续
应,可以快速模拟自然使用条件下橡胶性能退化的过 改善老化耐用的胎肩损伤。
14 橡塑智造与节能环保