
Page 88 - 《橡塑技术与装备》2026年2期
P. 88
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
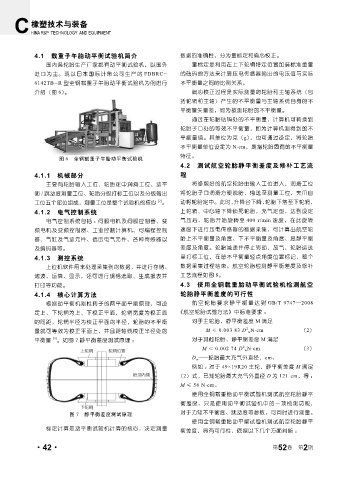
4.1 载重子午胎动平衡试验机简介 数据的准确性,分为量标定和偏心校正。
国内各轮胎生产厂家都有动平衡试验机,以国外 量标定是利用在上下轮辋特定位置加装标准重量
进口为主。现以日本国际计策公司生产的 FDBRC- 的砝码的方法来计算压电传感器输出的电压值与实际
6142TB-R 型全钢载重子午胎动平衡试验机为例进行 不平衡量之间的比例关系。
介绍(图 6)。 偏心校正过程是实际测量的轮胎和主轴系统(包
括轮辋和主轴)产生的不平衡量与主轴系统自身的不
平衡量矢量差,即为被测轮胎的不平衡量。
通过在轮胎砝码处的不平衡量,计算机可转换到
轮胎子口处的等效不平衡量,即为计算机测得到的不
平衡量值。其单位为克(g),也可通过设定,将轮胎
不平衡量单位设定为 N . cm,是指轮胎固有的不平衡量
特征。
图 6 全钢载重子午胎动平衡试验机
4.2 测试航空轮胎静平衡差度及修补工艺流
4.1.1 机械部分 程
主要有轮胎输入工位、轮胎定中润滑工位、动平 将修剪好的航空轮胎由输入工位进入,润滑工位
衡 / 跳动度测量工位、轮胎分级打标工位以及分级输出 将轮胎子口润滑方便脱胎,输送至测量工位,夹爪自
工位五个部位组成,测量工位是整个试验机的核心 [2] 。 动将轮胎定中。此时,升降台下降,轮胎下落至下轮辋,
4.1.2 电气控制系统 上轮辋、中心轴下降锁死轮胎,充气定型,达到设定
电气控制系统包括 :伺服电机及伺服控制器、变 气压后,轮胎开始旋转至 400 r/min 速度,在此旋转
频电机及变频控制器、工业控制计算机、可编程控制 速度下进行压电传感器的数据采集,可计算出航空轮
器、气缸及气动元件、低压电气元件、各种传感器以 胎上不平衡量及角度、下不平衡量及角度、总静平衡
及编码器等。 差度及角度。轮胎减速并停止转动,放气,轮胎运送
4.1.3 测控系统 至打标工位,在总不平衡量轻点角度位置标记,整个
上位机软件用来处理采集到的数据,并进行存储、 数据采集过程结束。航空轮胎检测静平衡差度及修补
滤波、运算、显示,还可进行规格选取、生成报表并 工艺流程如图 8。
打印等功能。 4.3 使用全钢载重胎动平衡试验机检测航空
4.1.4 核心计算方法 轮胎静平衡差度的可行性
根据动平衡机刚性转子的两平面平衡原理,可设 航空轮胎要求静平衡量达到 GB/T 9747—2008
定上、下轮辋为上、下校正平面,轮辋宽度为校正面 《航空轮胎试验方法》中标准要求 :
的间距,轮辋半径为校正平面的半径,轮胎的不平衡 对于主轮胎,静平衡差度 M 满足
2
量就可等效为校正平面上,并且距轴线校正半径处的 M ≤ 0.003 83 D w N . cm (2)
平衡量 [3] 。如图 7 静平衡差度测试原理 : 对于其他轮胎,静平衡差度 M 满足
2
M ≤ 0.002 74 D w N . cm (3)
D w ——轮胎最大充气外直径,cm。
例如 :对于 49×19R20 主轮,静平衡差度 M 满足
(2)式,已知轮胎最大充气外直径 D 为 121 cm,得 :
M ≤ 56 N . cm。
使用全钢载重胎动平衡试验机测试航空轮胎静平
衡差度,只是使用动平衡试验机中的一项检测功能,
对于力矩不平衡度、跳动度等参数,可同时进行测量。
图 7 静平衡差度测试原理
使用全钢载重胎动平衡试验机测试航空轮胎静平
标定计算是动平衡试验机计算的核心,决定测量
衡差度,具有可行性,依据以下几个方面判断 :
2
·42· 第 52 卷 第 期