
Page 85 - 《橡塑技术与装备》2026年2期
P. 85
工艺与设备
PROCESS AND EQUIPMENTS
坐标位置,可以得到不平衡量的大小和位置。
现在的简易静平衡机平衡差度测量主要是指利用
称重传感器或测力机构不用连续旋转轮胎直接测量轮
胎重心的偏移力矩,计算出静平衡差度,同时可测量
重心偏移角度进行自动或手动标记。此种测量方法是
在轮胎一个校正面上进行校正平衡,校正后的剩余不
平衡量,在静态时控制在许用不平衡量的规定范围内,
又称单面平衡。测量过程需要装配轮辋(定位盘)定
位中心夹具,测量轮胎重量和外形尺寸都有限度要求,
轮胎测量精度≤ 0.3 kg . cm,标记定位角度精度 ±3°,
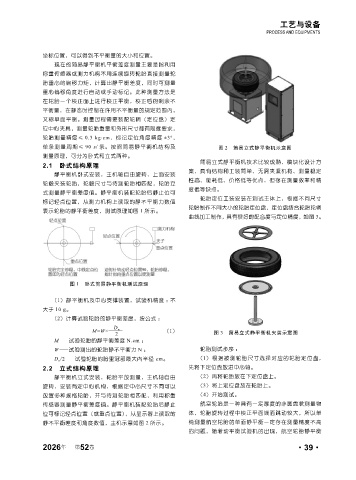
单条测量周期≤ 90 s/ 条。按照简易静平衡机结构及 图 2 简易立式静平衡机示意图
测量原理,可分为卧式和立式两种。
简易立式静平衡机技术比较成熟,模块化设计方
2.1 卧式结构原理
案,具有结构和工装简单、无需夹紧机构、测量稳定
静平衡机卧式安装,主机轴自由旋转,上面安装
性高、能耗低、价格低等优点,但存在测量效率和精
轮毂夹装轮胎,轮毂尺寸与待测轮胎相匹配,轮胎立
度低等缺点。
式测量静平衡差度值。静平衡机装配轮胎后静止位可
轮胎定位工装安装在测试主体上,根据不同尺寸
标记轻点位置,从测力机构上读取的静不平衡力数值
轮胎制作不同大小的轮胎定位盘,定位盘结合轮胎轮辋
表示轮胎的静平衡差度,测试原理如图 1 所示。
曲线加工制作,具有很好的配合度与定位精度,如图 3。
图 1 卧式简易静平衡机测试原理
(1)静平衡机及中心支撑装置,试验机精度 :不
大于 10 g。
(2)计算试验轮胎的静平衡差度,按公式 :
M=W× D n (1) 图 3 简易立式静平衡机夹装示意图
2
M——试验轮胎的静平衡差度 N.cm ;
W——试验测出的轮胎静不平衡力 N ; 轮胎测试步序 :
D n /2——试验轮胎的胎里冠部最大内半径 cm。 (1)根据被测轮胎尺寸选择对应的轮胎定位盘,
2.2 立式结构原理 先将下定位盘放进中心轴。
静平衡机立式安装,轮胎平放测量,主机轴自由 (2)再将轮胎放在下定位盘上。
旋转,安装有定中心机构,根据定中心尺寸不同可以 (3)将上定位盘放在轮胎上。
放置多种规格轮胎,并与待测轮胎相匹配,利用称重 (4)开始测试。
传感器测量静平衡差度值。静平衡机装配轮胎后静止 航空轮胎是一种具有一定厚度的非圆盘状测量物
位可标记轻点位置(或重点位置),从显示器上读取的 体,轮胎旋转过程中校正平面端面跳动较大,所以单
静不平衡差度和角度数值,主机示意如图 2 所示。 纯测量航空轮胎的单面静平衡一定存在测量精度不高
的问题,随着动平衡试验机的出现,航空轮胎静平衡
年
2026 第 52 卷 ·39·