
Page 90 - 《橡塑技术与装备》2026年2期
P. 90
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
两胎侧和胎纹面三个方面检测,可实现自动测量并判 平衡机,但随着航空轮胎相关平衡性测试需求,国内
定结果,保存测量结果。 市场开发应用为期不远。
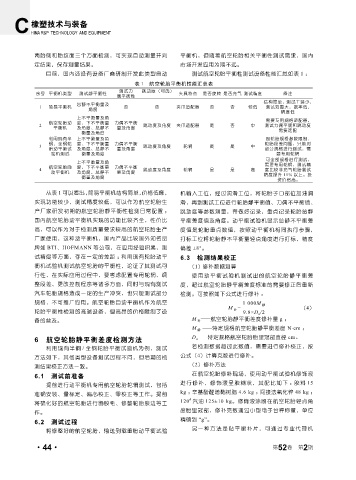
目前,国内还没有设备厂商研制开发此类型自动 测试航空轮胎平衡性测试设备性能汇总如表 1 :
表 1 航空轮胎平衡机性能汇总表
测试力 跳动度(可选)
序号 平衡机类型 测试静平衡性 夹具特点 是否旋转 是否充气 测试精度 备注
偶平衡性
结构简单,测试工装少,
1 简易平衡机 总静不平衡量及 否 否 夹爪适配器 否 否 较低 测试范围大,效率低,
角度
精度低
上不平衡量及角 需要专用规格适配器,
2 航空轮胎动 度、下不平衡量 力偶不平衡 跳动度及角度 夹爪适配器 是 否 中 测试力偶平衡和跳动度
平衡机 及角度、总静不 量及角度 需要选配
衡量及角度
利用现有半 上不平衡量及角 因轮胎规格参数限制、
3 钢、全钢轮 度、下不平衡量 力偶不平衡 跳动度及角度 轮辋 是 是 中 轮胎段差问题,只能对
胎动平衡试 及角度、总静不 量及角度 部分规格进行测试,需
验机测试 衡量及角度 要专用轮辋
可全部规格进行测试,
上不平衡量及角 需要专用轮辋,测试精
4 航空轮胎自 度、下不平衡量 力偶不平衡 跳动度及角度 轮辋 是 是 高 度比较非充气轮胎测试
动平衡机 及角度、总静不 量及角度 精度提升 15% 以上。投
衡量及角度
资价格高。
从表 1 可以看出,简易平衡机结构简单,价格低廉, 机输入工位,经过润滑工位,将轮胎子口部位加油润
实现功能较少,测试精度较低,可以作为航空轮胎生 滑,再到测试工位进行轮胎静平衡值、力偶不平衡值、
产厂家研发初期的航空轮胎静平衡性检测日常配置 ; 跳动度等参数测量,并做好记录,重点记录轮胎总静
国内航空轮胎动平衡机实现的功能比较齐全,性价比 平衡差度值及角度。动平衡试验机显示总静不平衡差
高,可以作为对于检测质量要求较高的航空轮胎生产 度值是轮胎重点数值,按照动平衡机相同执行步骤,
厂家使用,这种动平衡机,国内产品比较国外知名品 打标工位将轮胎静不平衡量轻点角度进行打标,精度
牌如 BTI、HOFMANN 等公司,在应用经验积累、测 偏差 ±8°。
试精度等方面,存在一定的差距 ;利用现有轮胎动平 6.3 检测结果校正
衡机试验机测试航空轮胎的平衡性,论证了其测试可 (1) 修补数据测算
行性,在实际应用过程中,要考虑配置专用轮辋、调 使用动平衡试验机测试出的航空轮胎静平衡差
整段差、更改控制程序等诸多方面,同时与现有测试 度,超过航空轮胎静平衡差度标准的需要修正后重新
汽车轮胎规格造成一定的生产冲突,也只能测试部分 检测。可按照如下公式进行修补 :
规格,不可推广应用。航空轮胎自动平衡机作为航空 1 000M 静
M 补 = (4)
轮胎平衡性检测的高端设备,但高昂的价格限制了设 9.8×D n /2
备的普及。 M 补 ——航空轮胎静平衡差度修补量 g ;
M 静 ——特定规格航空轮胎静平衡差度 N . cm ;
6 航空轮胎静平衡差度检测方法 D n ——特定规格航空轮胎胎里冠部直径 cm。
利用现有半钢 / 全钢轮胎平衡试验机为例,测试 若检测数据超过此数值,需要进行修补校正,按
方法如下,其他类型设备测试过程不同,但后期的检 公式(4)计算克数进行修补。
测结果校正方法一致。 (2)修补方法
6.1 测试前准备 在航空轮胎修补现场,使用动平衡试验机修饰液
进行修补,修饰液呈胶糊状,其配比如下 :胶料 15
提前进行动平衡机专用航空轮胎轮辋测试,包括
准确安装、量标定、偏心校正、零校正等工作。提前 kg ;辛基酚醛增黏树脂 4.6 kg ;间接法氧化锌 48 kg ;
#
将硫化好的航空轮胎进行割胶毛、修整轮胎胶边等工 120 汽油 125±10 kg。修饰液涂刷在航空轮胎轻点角
作。 度胎里冠部,修补克数通过小型电子台秤称量,单位
6.2 测试过程 精确到 “g”。
另 一种 方 法 是贴 平 衡补 片, 可 通过 专 业 代理 机
将修整好的航空轮胎,输送到载重胎动平衡试验
2
·44· 第 52 卷 第 期