
Page 103 - 《橡塑技术与装备》2026年2期
P. 103
测试与分析
TEST AND ANALYSIS
轮胎成型机激光标线器标定调试方法研究
杨铎
( 天津赛象科技股份有限公司,天津 300384)
摘要 : 轮胎成型机是轮胎制造过程中的重要设备,其生产性能直接影响成品轮胎的整体质量。激光标线器作为成型机的重要
组成部分,能够有效提升成型机在生产过程中的精度和效率。本文介绍了轮胎成型机激光标线器的调试原理及应用,详细阐述了
激光灯标定调试的步骤和注意事项,并通过实例分析验证了其有效性,为轮胎成型工艺的改进提供参考。
关键词 : 轮胎成型机 ;激光标线器 ;调试方法
中图分类号 : TQ330.493 文章编号 : 1009-797X(2026)02-0051-04
文献标识码 : B DOI:10.13520/j.cnki.rpte.2026.02.010
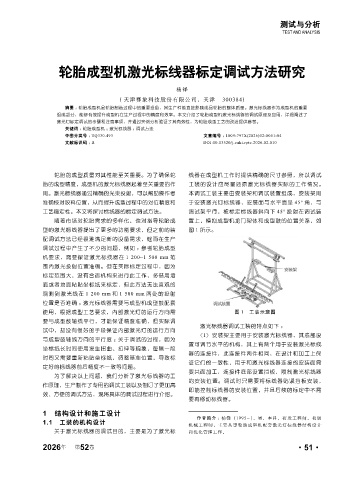
轮胎的成型质量对其性能至关重要。为了确保轮 线器在成型机工作时提供精确的尺寸参照,所以调试
胎的成型精度,成型机的激光标线器起着至关重要的作 工装的设计应尽量还原激光标线器实际的工作情况。
用。激光标线器通过精确的光束投射,可以帮助操作者 本调试工装主要由安装架和调试装置组成,安装架用
准确校对胶料位置,从而提升成型过程中的对位精度和 于安装激光灯标线器,安装面与水平面呈 45° 角,与
工艺稳定性。本文将探讨标线器的标定调试方法。 调试架平行,被标定标线器斜向下 45° 投射在调试装
随着市场对轮胎需求的多样化,也对指导轮胎成 置上,模拟成型机龙门架体和成型鼓的位置关系,如
型的激光标线器提出了更多的功能要求,但之前的装 图 1 所示。
配调试方法已经很难满足新的设备需求,继而在生产
调试过程中产生了不少的问题,例如 :参考轮胎成型
机要求,需要保证激光标线器在 1 200~1 500 mm 范
围内激光投射位置准确。但在实际标定过程中,因为
标定范围大,没有合适机构来进行此工作,多借用墙
面或者地面粘贴坐标纸来标定,但此方法无法直观的
观测到激光线在 1 200 mm 和 1 500 mm 两处的投射
位置是否准确 ;激光标线器需要与成型机成型鼓配套
使用,根据成型工艺要求,内部激光灯的运行方向需 图 1 工装示意图
要与成型鼓轴线平行,才能保证精度准确,但实际调
激光标线器调试工装的特点如下 :
试中,却没有很好的手段保证内部激光灯的运行方向
(1)安装架主要用于安装激光标线器,其底部设
与成型鼓轴线方向的平行度 ;关于调试的过程,因为
置可调节水平的机构,其上有两个用于安装激光标线
坐标纸长时间使用发生扭曲、拉伸等现象,每隔一段
器的连接件,此连接件两件相同,在设计和加工上保
时间又需要重新粘贴坐标纸,调整基准位置,导致标
证它们的一致性,用于和激光标线器连接的安装面需
定好的标线器前后精度不一致等问题。
要共面加工,连接件底部设置挡板,限制激光标线器
为了解决以上问题,我们分析了激光标线器的工
的安装位置。调试时只需要将标线器贴紧挡板安装,
作原理,生产制作了专用的调试工装以及制订了更加高
即能控制标线器的安装位置,并且后续的标定中不需
效、方便的调试方法,现将具体的调试过程进行介绍。
要再移动标线器。
1 结构设计和施工设计
作者简介 :杨铎(1995-),男,本科,研发工程师,初级
1.1 工装的机构设计 机械工程师,主要从事轮胎成型机配套激光灯标线器结构设计
关于激光标线器的调试目的,主要是为了激光标 和优化管理工作。
年
2026 第 52 卷 ·51·