
Page 101 - 《橡塑技术与装备》2026年2期
P. 101
材料与配方
MATERIALS AND FORMULATIONS
黑分散相比正常低 1 个等级,生热相比略高,可能也
与炭黑分散变差有关,其余性能相近。
表 7 硫化胶的物理性能(硫化条件 : 150 ℃ ×40 min)
项目 正常 试验
绍尔 A 型硬度 / 度 65 65
100% 定伸应力 /MPa 2.68 2.75
300% 定伸应力 /MPa 13.42 13.72
拉伸强度 /MPa 26.39 25.41
拉断伸长率 /% 500 477
拉断永久变形 % 16 16
-1
撕裂强度 /(kN·m ) 52 54
回弹 /% 48 50
压缩疲劳升温 /℃ 20.8 22.2
压缩永久变形 /% 3.6 4.5
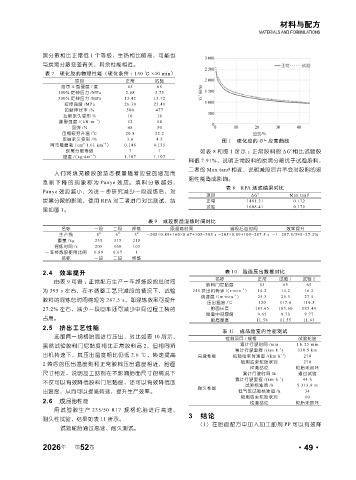
阿克隆磨耗 (cm . 1.61 km ) 0.146 0.135 图 1 硫化胶的 G ́- 应变曲线
3
-3
炭黑分散等级 7 7 如表 8 和图 1 所示 :正常胶料的 ΔǴ 相比试验胶
.
-3
密度 /(kg dm ) 1.107 1.107
料低 7.91%,说明正常胶料的炭黑分散优于试验胶料,
二者的 Max tanθ 相近,说明减段后并不会对胶料的滚
人们将填充橡胶的动态模量随着应变的增加而
阻性能造成影响。
急剧 下降的现 象称为 Panye 效应。 填料分散越 好,
表 8 RPA 测试结果对比
Panye 效应越小,为进一步研究减少一段混炼后,对
项目 ΔG’ Max tanθ
炭黑分散的影响,使用 RPA 对二者进行对比测试,结 正常 1481.21 0.172
试验 1608.41 0.170
果如图 1。
表 9 减段前后混炼时间对比
名称 一段 二段 终炼 原混炼时间 减段后总时间 效率提升
生产线 8 # 6 # 3 # =205×0.89+160×0.67+105=395 s =205×0.89+105=287.5 s =1-287.5/395=27.2%
重量 /kg 235 315 210
混炼时间 /s 205 160 105
一车终炼胶使用比例 0.89 0.67 1
名称 一段 二段 终炼
2.4 效率提升 表 10 胎面压出数据对比
名称 正常 试验 1 试验 2
由表 9 可得 :正常配方生产一车终炼胶的总时间
胶料门尼黏度 63 65 65
.
-1
为 395 s 左右,在不调整工艺只减段的情况下,试验 250 挤出机转速 /(r min ) 14.2 14.2 16.2
.
-1
线速度 /(m min ) 25.3 25.3 27.5
胶料的混炼总时间缩短为 287.5 s,即混炼效率可提升
压出温度 /℃ 120 117.4 119.5
27.2% 左右,减少一段回车还可减少中间过程工装的 胎面长度 183.65 183.60 183.44
胎面中间厚度 9.65 9.70 9.77
占用。 胎肩厚度 11.58 11.55 11.63
2.5 挤出工艺性能
表 11 成品胎室内性能测试
选取同一规格胎面进行压出,对比如表 10 所示, 检测项目 / 规格 试验轮胎
虽然试验胶料门尼黏度相比正常胶料高 2,但相同挤 累计行驶时间 /min 1 h 25 min
-1
累计行驶里程 /(km·h ) 330.5 km
出机转速下,其压出温度相比仍低 2.6 ℃,转速提高 高速性能 检验结束时速度 /(km·h ) 270
-1
2 转后的压出温度则和正常胶料压出温度相近,胎面 检测结束轮胎状况 270
检测结论 轮胎未损坏
尺寸相近,说明加工助剂在不影响胎面尺寸的情况下 累计行驶时间 /h 通过试验
累计行驶里程 /(km·h ) 44 h
-1
不仅可以有效降低胶料门尼黏度,还可以有效降低压 试验标准值 /h 5 313.9 m
耐久性能
出温度,从而可以提高转速,提升生产效率。 低气压试验标准值 /h 34
检测结束轮胎状况 10
2.6 成品胎性能 检测结论 轮胎未损坏
用试验胶生产 235/50 R17 规格轮胎进行高速、
3 结论
耐久性试验,结果如表 11 所示。
(1)在胎面配方中加入加工助剂 PP 可以有效降
试验轮胎通过高速、耐久测试。
2026 第 52 卷 ·49·
年