
Page 108 - 《橡塑技术与装备》2026年2期
P. 108
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
表 1 研究方案表
序号 工序 参数 试验方案 结果分析 预期目标
将 3 种次数和 3 种辊距进行两因素水平试
1 软化次数 验,共 9 组参数,45 件试验件,分别进行 通过硬度与次数、辊距的相关性趋势 确定最优软化辊距和次
坯料软化 图进行最优参数分析 数组合
数据检测和分析
2 软化辊距
通过外观质量进行参数有效性准入评
3 坯料薄通 薄通次数 进行 3 种薄通次数的单因素变化试验,每 选,通过薄通次数与硬度变化的趋势 确定最优薄通次数参数
种参数 5 件试验件,进行数据检测和分析
图进行最优参数分析
将 4 种成型圈内径和 3 种搭接长度进行两 通过组内有效黏接合格率确定最小搭
4 坯料圈成型 搭接长度 因素水平试验,形成 12 组参数组合,每 接长度,通过扯断力变化趋势确定最 确定最佳搭接长度
组 10 件试验件进行数据检测和分析 佳搭接长度
表 2 软化程度试验
试验编号 辊距 /mm 通过次数 / 次 胶料邵尔硬度 试验编号 辊距 /mm 通过次数 / 次 胶料邵尔硬度
1 1.7 3 48 24 2.85 5 38
2 1.7 3 46 25 2.85 5 37
3 1.7 3 50 26 2.85 7 49
4 1.7 3 47 27 2.85 7 48
5 1.7 3 44 28 2.85 7 50
6 1.7 5 43 29 2.85 7 47
7 1.7 5 47 30 2.85 7 49
8 1.7 5 39 31 4 3 58
9 1.7 5 50 32 4 3 59
10 1.7 5 39 33 4 3 61
11 1.7 7 48 34 4 3 60
12 1.7 7 40 35 4 3 58
13 1.7 7 50 36 4 5 58
14 1.7 7 47 37 4 5 57
15 1.7 7 31 38 4 5 60
16 2.85 3 51 39 4 5 53
17 2.85 3 50 40 4 5 54
18 2.85 3 55 41 4 7 58
19 2.85 3 51 42 4 7 57
20 2.85 3 50 43 4 7 60
21 2.85 5 42 44 4 7 53
22 2.85 5 39 45 4 7 56
23 2.85 5 43
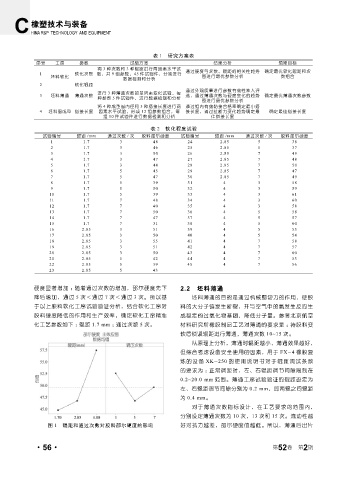
硬度显著增加 ;随着通过次数的增加,邵尔硬度先下 2.2 坯料薄通
降后增加,通过 5 次<通过 7 次<通过 3 次。所以基 坯料薄通的目的是通过机械剪切力的作用,使胶
于以上胶料软化工序试验验证分析,结合软化工序对 料的大分子链发生断裂,并与空气中的氧发生反应生
胶料硬度降低的作用和生产效率,确定软化工序精准 成稳定的过氧化物基团,降低分子量。参考北京航空
化工艺参数如下 :辊距 1.7 mm ;通过次数 5 次。 材料研究所橡胶制品工艺对薄通的要求是 :待胶料变
软后锁紧辊距进行薄通,薄通次数 10~15 次。
从原理上分析,薄通时辊距越小,薄通效果越好,
但综合考虑设备安全使用的因素,用于 FX-4 橡胶复
炼的设备 XK-250 的使用说明书对于辊距调试条款
的要求为 :正常调距时,左、右辊距调节间隙限制在
0.2~20.0 mm 范围。薄通工序试验验证的辊距设定为
左、右辊距调节间隙分别为 0.2 mm,即两辊之间辊距
为 0.4 mm。
对于薄通次数指标设计,在工艺要求的范围内,
分别设定薄通次数为 10 次,13 次和 15 次。流动性越
图 1 辊距和通过次数对胶料邵尔硬度的影响 好对抗力越差,邵尔硬度值越低。所以,薄通后出片
2
·56· 第 52 卷 第 期