
Page 109 - 《橡塑技术与装备》2026年2期
P. 109
测试与分析
TEST AND ANALYSIS
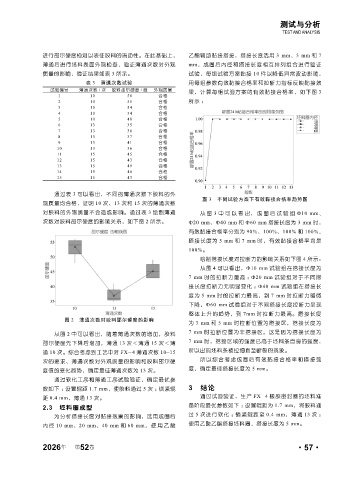
进行邵尔硬度检测以表征胶料的流动性。在此基础上, 乙酯辅助黏接搭接,搭接长度选用 3 mm、5 mm 和 7
薄通后进行坯料表面外观检查,验证薄通次数对外观 mm,成圈后内径和搭接长度相互排列组合进行验证
质量的影响,验证结果如表 3 所示。 试验,每组试验方案黏接 10 件以降低异常波动影响,
表 3 薄通次数试验 用每组参数有效黏接合格率和拉断力指标反映黏接效
试验编号 薄通次数 / 次 胶料邵尔硬度 / 度 外观质量 果,计算每组试验方案的有效黏接合格率,如下图 3
1 10 56 合格
2 10 55 合格 所示 :
3 10 54 合格
4 10 54 合格
5 10 48 合格
6 13 35 合格
7 13 36 合格
8 13 37 合格
9 13 41 合格
10 13 36 合格
11 15 45 合格
12 15 43 合格
13 15 49 合格
14 15 46 合格
15 15 43 合格
通过表 3 可以看出,不同的薄通次数下胶料的外
图 3 不同试验方案下有效黏接合格率趋势图
观质量均合格,证明 10 次、13 次和 15 次的薄通次数
对胶料的外观质量不会造成影响。通过表 3 绘制薄通 从图 3 中可以看出,成圈后试验组 Ф10 mm、
次数对胶料邵尔硬度的影响关系,如下图 2 所示。 Ф20 mm、Ф40 mm 和 Ф60 mm 搭接长度为 3 mm 时,
有效黏接合格率分别为 90%、100%、100% 和 100%,
搭接长度为 5 mm 和 7 mm 时,有效黏接合格率均是
100%。
绘制搭接长度对拉断力的影响关系如下图 4 所示:
从图 4 可以看出,Ф10 mm 试验组在搭接长度为
7 mm 时的拉断力最高 ; Ф20 mm 试验组对于不同搭
接长度拉断力无明显变化 ; Ф40 mm 试验组在搭接长
度为 5 mm 时的拉断力最高,到 7 mm 时拉断力略微
下降,Ф60 mm 试验组对于不同搭接长度拉断力呈现
整体上升的趋势,到 7mm 时拉断力最高。搭接长度
图 2 薄通次数对胶料邵尔硬度的影响
为 3 mm 和 5 mm 时拉断位置为搭接区,搭接长度为
从图 2 中可以看出,随着薄通次数的增加,胶料 7 mm 时拉断位置为非搭接区。这是因为搭接长度为
邵尔硬度先下降后增加,薄通 13 次<薄通 15 次<薄 7 mm 时,搭接区域的强度已高于坯料条自身的强度,
通 10 次。综合考虑到工艺中对 FX-4 薄通次数 10~15 所以出现坯料条被拉细直至断裂的现象。
次的要求、薄通次数对外观质量的影响和胶料邵尔硬 所以综合考虑成圈后有效黏接合格率和搭接强
度值的变化趋势,确定最佳薄通次数为 13 次。 度,确定最佳搭接长度为 5 mm。
通过软化工序和薄通工序试验验证,确定最优参
数如下 :设置辊距 1.7 mm,使胶料通过 5 次 ;锁紧辊 3 结论
距 0.4 mm,薄通 13 次。 通过试验验证,生产 FX-4 橡胶密封圈的坯料准
2.3 坯料圈成型 备阶段最优参数如下 :设置辊距为 1.7 mm,将胶料通
为分析搭接长度对黏接效果的影响,选用成圈后 过 5 次进行软化 ;锁紧辊距至 0.4 mm,薄通 13 次;
内径 10 mm、20 mm、40 mm 和 60 mm,使用乙酸 使用乙酸乙酯搭接坯料圈,搭接长度为 5 mm。
年
2026 第 52 卷 ·57·