
Page 51 - 《橡塑智造与节能环保》2024年1期
P. 51
节能环保新技术与产品
二次或更多次翻新的轮胎,这已成为他们轮胎预算中
的惯例。翻新轮胎在日常生活中的使用也非常安全,
如:学校大巴、救火车、救护车、抢修巡逻车以及成
千上万的私家车拥有者。
在国家一系列产业政策的指引和扶持下,废旧
轮胎作为可再生资源被提倡循环利用已成为人们的广
泛共识,也给轮胎翻新与循环利用行业带来了空前的
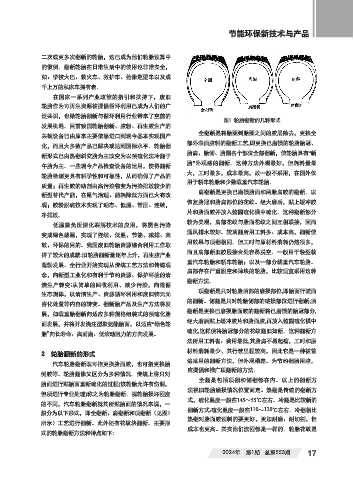
图1 轮胎翻新的几种形式
发展机遇。目前我国轮胎翻新、胶粉、再生胶生产的
全翻新是将胎圈到胎圈之间的胶层除去,更换全
关键设备已由原来主要依靠进口到现今基本实现国产
部外表面胶料的翻新工艺,即更换已磨损的轮胎胎冠、
化,而且大多数产品已解决或达到国际水平。轮胎翻
胎肩、胎侧、胎圈各个部位全部翻新,使轮胎具有“新
新形式已由热翻斜交胎为主改变为以预硫化法冷翻子
胎”外观感的翻新。这种方法外观最好,但耗料量最
午胎为主。一些现今产品检查设备的运用,使得翻新
大,工时最多,成本最高,故一般不采用,在国外仅
轮胎检测更具有科学性和可靠性,从而确保了产品的
用于轿车轮胎和少数载重汽车轮胎。
质量;再生胶的助剂由高污染物变为污染排放较少的
肩翻新是更换已磨损胎面和两胎肩胶的翻新。以
新型替代产能,在尾气治理、能耗降低方面已大有改
恢复胎冠和胎肩部位的花纹。经大磨后,贴上缓冲胶
观;胶粉脱硫技术实现了动态、低温、常压、连续,
片和胎面胶并放入整圆硫化模中硫化。这种翻新部分
净排放。
较为美观,肩部花纹与胎面花纹之间互相联接,因而
低温微负压催化裂解技术的应用,将黑色污染
通风排水较好。较顶翻所用工料多、成本高,翻新使
变成绿色能源,实现了连续、低温、节能、减排、高
用效果与顶翻相同。但工时与原材料消耗仍然很多,
效、环保的目的。我国废旧轮胎资源综合利用工作取
而且肩部新旧胶层接合处容易脱空。一般用于轻型载
得了较大的成就:旧轮胎翻新量逐年上升,再生胶产业
重汽车轮胎和轿车轮胎;以及一部分载重汽车轮胎。
蓬勃发展。全行业开始实现从传统工艺方法和传统观
肩部存在严重脱空和掉块的轮胎,比较适宜采用这种
念,向新型工业化和有利于节约资源、保护环境的清
翻新方法。
洁生产转变;从简单的回收利用、减少污染,向遵循
顶翻新是只对轮胎顶部的磨损部位,即胎面行驶面
生态规律,以清洁生产、资源循环利用和废旧物无无
的翻新。侧翻是只对轮胎侧部的破损部位进行翻新;顶
害化处置等内容的转变。翻新胎产品及生产方法将发
翻新是更换已磨损胎面胶的翻新将已磨损的胎冠部分,
展,如载重胎翻新向适应多种规格组装式的预硫化胎
经大磨后贴上缓冲胶片和胎面胶,再放入整圆硫化模中
面发展,并将开发浇注型聚氨酯胎面,以适应“绿色轮
硫化,这样便将胎冠部分的花纹翻旧如新。这种翻新方
胎”向长寿命、高耐磨、低滚动阻力的方向发展。
法所用工料省、费用最低,其胎肩不易起瘤,工时和原
材料消耗最少、其行驶里程较高,因此它是一种被普
2 轮胎翻新的形式
遍采用的翻新方法,但外观稍差。为节约翻胎用胶,
汽车轮胎翻新既可指更换胎面胶,也可指更换胎
应提倡和推广顶翻新的方法。
侧胶等。轮胎翻修又区分为多种情况。传统上将只对
全翻是包括顶翻和侧翻都在内。以上的翻新方
胎面进行贴胎面重新硫化的过程(该轮胎允许有伤洞,
法视旧轮胎磨损情况位置而定。热翻是传统的翻新方
但须进行专业处理)称之为轮胎翻新。视轮胎损坏程度
式,硫化温度一般在145~55℃左右。冷翻是比较新的
的不同,汽车轮胎翻新就其所贴胎面的情况来说,一
翻新方式,硫化温度一般在110~120℃左右。冷翻相比
般分为以下形式,即全翻新、肩翻新和顶翻新(见图1
热翻对胎面胶预制的要更好,更加耐磨、耐切割,但
所示)工艺进行翻新。此外还有花纹块翻新。主要形
成本也更高。其实他们流程都是一样的。轮胎花纹是
式的轮胎翻新方法和特点如下:
2024年 第1期 总第553期 17