
Page 123 - 《橡塑技术与装备》2024年7期
P. 123
加工制造与过程控制 蔡翔 等·基于 Compactlogix5000 的大型串联密炼机控制系统的设计
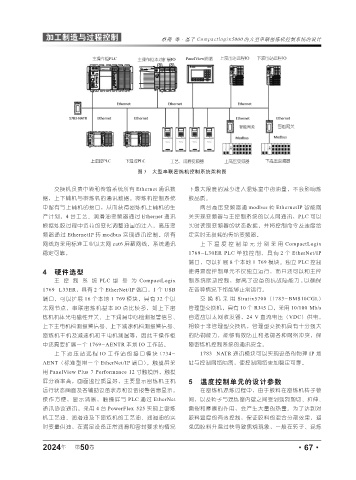
图 3 大型串联密炼机控制系统架构图
交换机负责中转和传输系统所有 Ethernet 通讯数 下最大限度的减少进入混炼室中的油量,不会影响炼
据,上下辅机与密炼机的通讯数据。密炼机控制系统 胶品质。
中留有与上辅机的接口,从而获得密炼机上辅机的生 两台高压变频器通 modbus 转 EthernetIP 智能网
产计划。4 台工艺、润滑油变频器通过 Ethernet 通讯 关实现变频器与主控制系统的以太网通讯,PLC 可以
根据炼胶过程中负荷的变化调整油量的注入,高压变 实时读取变频器的状态数据,并将控制命令及速度给
频器通过 EthernetIP 转 modbus 实现通讯控制。所有 定实时无损耗的传给变频器。
网线均采用标准工业以太网 cat6 屏蔽网线,系统通讯 上下温度控制单元分别采用 CompactLogix
稳定可靠。 1769-L30ER PLC 单独控制,具有 2 个 EtherNet/IP
端口,可以扩展 8 个本地 1 769 模块。独立 PLC 控制
4 硬件选型 使得温度控制单元不仅独立运行,而且还可以和主控
主控制系统 PLC 型号为 CompactLogix 制系统联动控制,提高了设备的抗故障能力 , 以确保
1769-L33ER,具有 2 个 EtherNet/IP 端口,1 个 USB 在各种情况下都能够正常运行。
端口,可以扩展 16 个本地 1 769 模块,具有 32 个以 交换机采用 Stratix5700(1783-BMS10CGL)
太网节点。串联密炼机基本 IO 点比较多,如上下密 管理型交换机,具有 10 个 RJ45 口,采用 10/100 Mb/s
炼机机体光电磁性开关、上下润滑中心检测报警信号、 自适应以太网收发器,24 V 直流电压(VDC)供电。
上下主电机检测报警信号、上下减速机检测报警信号、 相较于非管理型交换机,管理型交换机具有十分强大
密炼机主机及减速机和主电机测温等,因此主操作柜 的防御能力,能够有效防止和抵御各种网络冲突,保
中还需要扩展一个 1769-AENTR 本地 IO 工作站。 障密炼机控制系统的通讯安全。
上 下 液 压 站 远 程 IO 工 作 站 的 接 口 模 块 1734- 1783-NATR 通讯模块可以实现设备的物理 IP 地
AENT(标准型带一个 EtherNet/IP 端口)。触摸屏采 址与控制网络隔离,使控制网络更加稳定可靠。
用 PanelView Plus 7 Performance 12 寸触摸屏,触摸
屏分辨率高,画面监控质量好,主要显示密炼机主机 5 温度控制单元的设计参数
运行状态画面及各辅助设备状态和设备报警信息显示。 在密炼机混炼过程中,由于胶料在密炼机转子棱
操作方便,显示清晰,触摸屏与 PLC 通过 EtherNet 间,以及转子与混炼室内壁之间受到强烈剪切、拉伸、
通讯协议通讯。采用 4 台 PowerFlex 525 实现上密炼 撕裂和摩擦的作用,会产生大量的热量。为了达到对
机工艺油、润滑油及下密炼机的工艺油、润滑油的实 胶料温度的有效控制,保证胶料的混合分散效果,避
时变量供油,在满足设备正常润滑和密封要求的情况 免因胶料升温过快导致焦烧现象,一般在转子、混炼
2024 第 50 卷 ·67·
年