
Page 124 - 《橡塑技术与装备》2024年7期
P. 124
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
室、上下顶栓内壁钻孔通冷却水来降温。但冷却水温 因数导致工艺的给定转速和变频器的实际转速有偏差
度过低容易导致胶料打滑,降低混炼效果,使得炼胶 使得控制系统的可靠性下降,从而影响密炼胶的品质。
时间延长而降低生产效率。目前密炼机常用三区恒温 而且在控制系统中 PLC 需要增加相应的模拟量模块,
水冷却系统来控制密炼机热量的排放,为了更好的控 经济性较差。
制水温在串联密炼机中采用五区水温控制,即前、后 而随着网络技术的发展通过智能网关能够快捷而
混炼室,转子,上下顶栓(卸料门),圆耐磨板,其大 可靠地实现 PLC 与高压变频器之间状态数据和控制参
型串联密炼机水温柜的具体参数配置如表 1 所示。 数的传输交换,使系统更简便、安全、可靠。
表 1 大型串联温度控制单元配置参数 6.1 智能网关的选择
上温控参 下温控参数
项目 内容 高压变频器带有 modbus RTU 接口,通过智能网
数配置 配置
循环冷却水泵大小 /kW 4 4 关(EtherNet/IP to Modbus RTU)可以实现高压变频
前混炼室 加热水温能力 /kW 30 30
热交换器面积 /m 2 10 10 器也罗克韦尔 PLC 的 Ethernet 通讯。
循环冷却水泵大小 /kW 4 4 6.2 通讯功能实现
后混炼室 加热水温能力 /kW 30 30
热交换器面积 /m 2 10 10 智能网关,用于实现高压变频器与 PLC 之间的
循环冷却水泵大小 /kW 5.5 7.5 Ethernet 总线通讯。可通过同样挂载于网络中的人机
转子 加热水温能力 /kW 45 45
热交换器面积 /m 2 14 14 界面对高压变频器进行控制,同时监视其运转反馈状
循环冷却水泵大小 /kW 4 4
上下顶栓 加热水温能力 /kW 30 30 况。以下内容将对实现通讯调速方面作部分说明。
热交换器面积 /m 2 10 10 (1)打开智能网关设软件,将网关 IP 地址设置为
循环冷却水泵大小 /kW 2.2 2.2 主控制系统及电脑同一网段。击 NETWORK SCAN,
圆耐磨环 加热水温能力 /kW 15 15
热交换器面积 /m 2 6 6 搜索到设备,点击 Configure, 进入设置页面,第一页
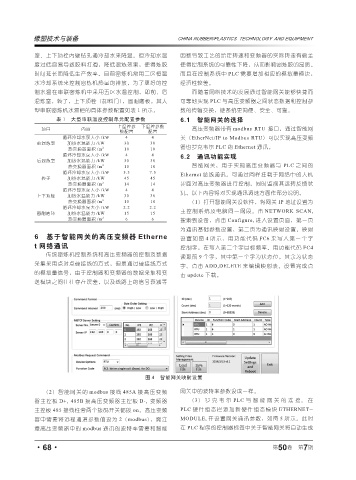
为通讯基础参数设置,第二页为通讯映射设置。映射
6 基于智能网关的高压变频器 Etherne 设置如图 4 所示,用功能代码 FC6 来写入第一个字
t 网络通讯 控制字,在写入第二个字目标频率。用功能代码 FC4
传统密炼机控制系统和高压变频器的控制及数据
读取前 9 个字,其中第一个字为状态位,其余为状态
采集采用点对点硬接线的方式,但是通过硬接线方式 字。点击 ADD,DELETE 来编辑映射表。设置完成点
的模拟量信号,由于控制器和变频器的数据采集和变
击 updete 下载。
送模块之间往往存在误差,以及线路上的信号衰减等
图 4 智能网关映射设置
(2)智能网关的 modbus 接线 485A 接高压变频 网关中的波特率参数设成一样。
器主控板 D+, 485B 接高压变频器主控板 D-, 变频器 (3)罗克韦尔 PLC 与智能网关的连接。在
主控板 485 接线柱旁两个拨码开关都拨 on。高压变频 PLC 硬件组态栏添加新硬件组态模块 ETHERNET-
器中需要将远程通道参数值设为 2(modbus),需注 MODULE, 并设置网关通讯参数,如图 5 所示。此时
意高压变频器中的 modbus 通讯的波特率需要和智能 在 PLC 程序的控制器标签中关于智能网关将自动生成
7
·68· 第 50 卷 第 期