
Page 115 - 《橡塑技术与装备》2024年3期
P. 115
设备管理与维护 王昊·大型挤压造粒机组检维修技术要点探讨
调整减速器上 / 下输出轴及齿轮泵上 / 下转子相 (7)水下切粒常见问题 :切刀磨损过大 ;切粒机
位,使它们分别与图 3 中所要求的相位一致。 振动过大 ;粒子大小粒不均匀 ;切刀与模板贴合间隙
过大。
分析及措施 :检修时检查切粒机液压系统,重点
检查系统中的单向阀和压力控制器,出现故障的阀门
需更换,消除进退刀的压力波动 ;根据出粒载荷,及
时调整切刀转数,放置转速过快,加大损耗 ;检修停
机时,目测切刀是否磨损过量,如有则更换全部切刀。
图 3 转子与联轴器相位示意图
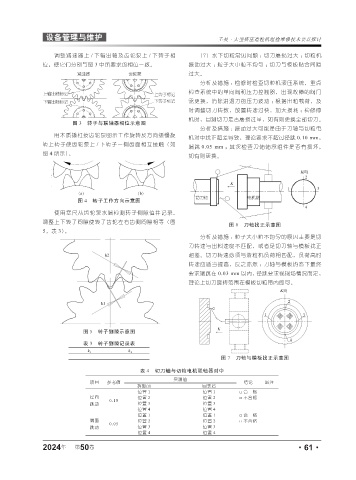
分析及措施 :振动过大可能是由于刀轴与切粒电
用木质撬杠按齿轮泵图示工作旋转反方向缓慢旋
机对中找正超差导致,理论要求不超过径跳 0.10 mm,
转上转子使齿轮泵上 / 下转子一侧齿面相互接触(如
端跳 0.05 mm ;其次检查刀轴轴承组件是否有损坏,
图 4 所示)。
如有则更换。
图 4 转子工作方向示意图
使用塞尺从齿轮泵水端检测转子侧隙值并记录。
调整上下转子间隙使转子齿轮左右齿侧间隙相等(图
图 6 刀轴找正示意图
5,表 3)。
分析及措施 :粒子大小粒不均匀的原因主要是切
刀转速与出料速度不匹配,或者是切刀轴与模板找正
超差。切刀转速必须与造粒机负荷相匹配,负荷高时
转速应适当提高,反之亦然 ;刀轴与模板热态下最终
要求端跳在 0.03 mm 以内,径跳要求视现场情况而定,
理论上切刀旋转范围在模板切粒带内即可。
图 5 转子侧隙示意图
表 3 转子侧隙记录表
k 1 k 2
图 7 刀轴与模板找正示意图
表 4 切刀轴与切粒电机联轴器对中
实测值
项目 参考值 结论 备注
拆卸前 回装后
位置 1 位置 1 □ 合 格
径向 位置 2 位置 2 □ 不合格
0.10
跳动 位置 3 位置 3
位置 4 位置 4
位置 1 位置 1 □ 合 格
端面 位置 2 位置 2 □ 不合格
0.05
跳动 位置 3 位置 3
位置 4 位置 4
2024 第 50 卷 ·61·
年