
Page 64 - 《橡塑技术与装备》2025年6期
P. 64
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
V 形块 4 槽中定位。完成内手柄框体定位之后,再分
别将内手柄体和锁止钮 3 放入内手柄框体型腔和槽中。
然后,在双气缸中通入压缩空气推动双活塞和压块压
实内手柄框体、内手柄体 2 和锁止钮三件后。再由单
气缸中压缩空传动将芯轴插入三件四孔中 , 才能完成
内手柄组件的装配 [4] 。
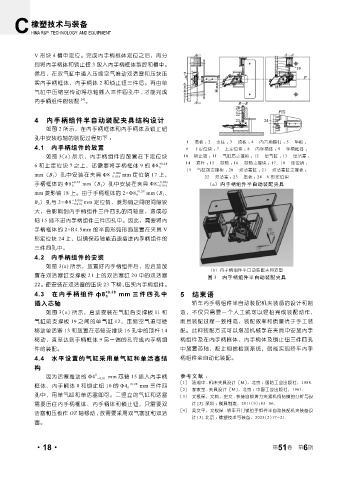
4 内手柄组件半自动装配夹具结构设计
如图 2 所示,在内手柄框体和内手柄体及锁止钮
孔中安装芯轴的装配过程如下 :
1— 底板 ; 2— 支柱 ; 3— 顶板 ; 4— 内六角螺钉 ; 5— 垫板 ;
4.1 内手柄组件的放置 6— 下定位块 ; 7— 上定位块 ; 8— 内手柄体 ; 9— 手柄框体 ;
如图 3(a) 所示,内手柄组件应放置在下定位块 10— 锁止钮 ; 11— 气缸后支撑板 ; 12— 单气缸 ; 13— 单活塞 ;
+0.28 14— 顶杆 ; 15— 芯轴 ; 16— 芯轴支撑块 ; 17、18— 定位销 ;
6 和上定位块 7 之上,还需要将手柄框体 9 的 Φ8 0
19— 气缸前支撑板 ; 20— 双活塞缸 ; 21— 双活塞缸支撑板 ;
- 0.006
mm(B 1 )孔中安装在夹具 Φ8 -0.016 mm 定位销 17 上, 22— 双活塞 ; 23— 压板 ; 24—V 形定位块
+0.28 mm(B 2 )孔中安装在夹具 Φ8 -0.016
- 0.006
手柄框体的 Φ8 0 (a)内手柄组件半自动装配夹具
+0.28
mm 菱形销 18 上。由于手柄框体的 2×Φ8 0 mm (B 1 、
- 0.006
B 2 )孔与 2×Φ8 -0.016 mm 定位销、菱形销之间的间隙较
大,会影响到内手柄组件三件四孔的同轴度,造成芯
轴 15 插不进内手柄组件三件四孔中。因此,需要将内
手柄框体的 2×R4.5mm 的半圆形弧形面放置在夹具 V
形定位块 24 上,以确保芯轴能迅速插进内手柄组件的
三件四孔中。
4.2 内手柄组件的安装
如图 3(a) 所示,放置好内手柄组件后,应启动放
(b)内手柄组件半自动装配夹具造型
置在双活塞缸支撑板 21 上的双活塞缸 20 中的双活塞 图 3 内手柄组件半自动装配夹具
22。使安装在双活塞的压块 23 下移,压实内手柄组件。
+0.28
4.3 在 内 手 柄 组 件 ф8 0 mm 三 件 四 孔 中 5 结束语
插入芯轴 轿车内手柄组件半自动装配机夹装备的设计和制
如图 3(a) 所示,启动安装在气缸后支撑板 11 和 造,不仅只需要一个人工就可以轻松完成装配动作,
气缸前支撑板 19 之间的单气缸 12,压缩空气迫可使 而且装配过程一致性高,装配效率和质量优于手工装
移动单活塞 13 和放置在芯轴支撑块 16 孔中的顶杆 14 配。此种装配方式可以增加机械手在夹具中安放内手
移动,直至达到手柄框体 9 另一端的孔完成内手柄组 柄组件及在内手柄框体、内手柄体及锁止钮三件四孔
件的装配。 中放置芯轴,配上视觉检测系统,就能实现轿车内手
4.4 水平设置的气缸采用单气缸和单活塞结 柄组件全自动化装配。
构
0
因为活塞推动的 Φ4 -0,01 mm 芯轴 15 插入内手柄 参考文献 :
+0.28 [1] 汤湘中 . 机床夹具设计[M],北京 :国防工业出版社,1988.
框体、内手柄体 8 和锁止钮 10 的 Φ4 0 mm 三件四
[2] 李家宝 . 夹具设计[M],北京 :中国工业出版社,1961.
孔中,用单气缸和单活塞即可。二竖立的气缸和活塞 [3] 文根保,文莉,史文 . 快捷自锁增力夹紧机构钻模的分析与设
需要压住内手柄框体、内手柄体和锁止钮,只需要双 计 [J]. 深圳 :模具制造,2011(9):83-86.
[4] 吴文平,文根保 . 轿车开门锁拉手组件半自动装配机夹装备设
活塞和压板作 OZ 轴移动 , 故需要采用双气塞缸和双活
计 [J]. 北京 :橡塑技术与装备,2025(2)17-21.
塞。
6
·18· 第 51 卷 第 期