
Page 63 - 《橡塑技术与装备》2025年6期
P. 63
车用制品技术与应用
TECHNOLOGY AND APPLICATION OF AUTOMATIVE PRODUCTS
内手柄框体腔及其槽中,再将芯轴安装到三件四孔中。 事情,因为内手柄体和锁止钮与内手柄框体腔横向和
由于芯轴必须要对准内手柄框体、内手柄体和锁止钮 纵向转臂与槽之间的间隙较大,该操作很是影响装配
的三件四孔。虽然内手柄体、锁止钮型面与内手柄框 效率 . 而另一人则负责在三件四孔中插入芯轴 , 才能完
体腔均采用三维造型数铣加工,可实现全型定位。但 成内手柄组件装配 . 若三件四孔的孔位没有能够对齐 ,
由于三件四孔的孔位不能够出现 0.03 mm 的错位,三 芯轴就插不进三件四孔中。
件四孔位要能够在短时间对齐 , 还真是件很不容易的
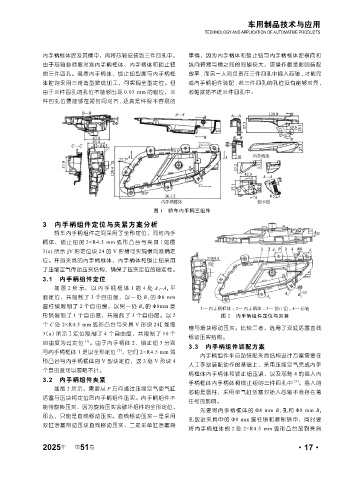
图 1 轿车内手柄三组件
3 内手柄组件定位与夹紧方案分析
轿车内手柄组件之间采用了全形定位,同时内手
柄体、锁止钮的 2×R4.5 mm 弧形凸台与夹具 [ 如图
3(a) 所示 ]V 形定位块 24 的 V 形槽可实现横向准确定
位。并且夹具的内手柄框体、内手柄体和锁止钮采用
了压缩空气传动压实结构,确保了压实定位的稳定性。
3.1 内手柄组件定位
如图 2 所示,以内手柄框体 1 的 4 处 A 1 ~A 4 平
面定位,共限制了 3 个自由度,以一处 B 1 的 Φ8 mm
圆柱销限制了 2 个自由度,以另一处 B 2 的 Φ8mm 菱
1— 内手柄框体 ; 2— 内手柄体 ; 3— 锁止钮 ; 4— 芯轴
形销限制了 1 个自由度,共限制了 3 个自由度。以 2 图 2 内手柄组件定位与夹紧
个 C 处 2×R4.5 mm 弧形凸台与夹具 V 形块 24[ 如图
槽与滑块移动压实。比较二者,选用了双缸活塞直线
3(a) 所示 ] 定位限制了 4 个自由度,共限制了 10 个
移动压实结构。
自由度为过定位 [1] 。由于内手柄体 2、锁止钮 3 分别
3.3 内手柄组件装配方案
与内手柄框体 1 是以全形定位 [2] ,它们 2×R4.5 mm 弧
内手柄组件半自动装配夹具结构设计方案需要在
形凸台与内手柄框体的 V 型块定位,这 2 处 V 形块 4
人工手动装配动作的基础上,采用压缩空气完成内手
个自由度可以忽略不计。
柄框体内手柄体和锁止钮压紧,以及芯轴 4 的插入内
3.2 内手柄组件夹紧 [3]
手柄框体内手柄体和锁止钮的三件四孔中 。插入的
如图 2 所示,需要从 P 方向通过压缩空气使气缸
芯轴是圆柱,采用单气缸活塞对插入芯轴不会存在着
活塞与压块将定位后内手柄组件压实。内手柄组件不
任何的影响。
能带旋转压实,因为旋转压实会破坏组件的全形定位,
先要将内手柄框体的 Φ8 mm B 1 孔和 Φ8 mm B 2
那么,只能是直线移动压实。直线移动压实一是采用
孔放进夹具中的 Φ8 mm 圆柱销和菱形销中,同时要
双缸活塞带动压块直线移动压实,二是采单缸活塞滑
将内手柄框体的 2 处 2×R4.5 mm 弧形凸台放到夹具
年
2025 第 51 卷 ·17·