
Page 126 - 《橡塑技术与装备》2025年6期
P. 126
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
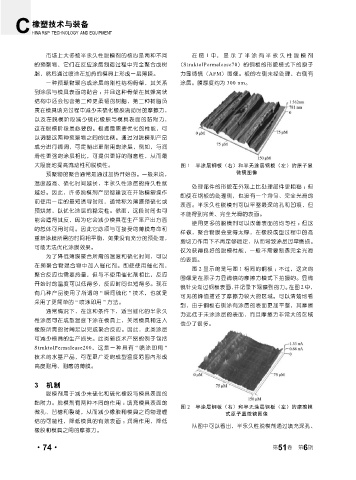
市场上大多数半永久性脱模剂的核心是两种不同 在图 1 中,显示了半涂有半永久性脱模剂
的预聚物,它们在反应涂层制造过程中完全聚合成树 (StruktolPermalease70)的钢板的形貌模式下的原子
脂,然后通过喷涂在加热的模具上形成一层薄膜。 力显微镜(AFM)图像。板的左侧未经处理,右侧有
一种预聚物聚合成涂层的刚性结构骨架,其关系 涂层。膜厚度约为 300 nm。
到涂层与模具表面的黏合 ;并且这种骨架在其蜂窝状
结构中还会包含第二种更柔韧的树脂,第二种树脂负
责在模具填充过程中减少未硫化橡胶流动时的摩擦力,
以及在脱模阶段减少硫化橡胶与模具表面的黏附力,
这在脱模阶段是必要的。根据最需要优化的性能,可
以调整这两种预聚物之间的比例。通过对脱模剂产品
成分进行微调,可定制出更耐用的涂层,例如,与润
滑性更强的涂层相比,可提供更好的耐磨性,从而最
大限度地提高流动性和脱模性。 图 1 半涂层钢板(右)和半无涂层钢板(左)的原子显
预聚物的聚合通常是通过加热开始的。一般来说, 微镜图像
温度越高、硫化时间越长,半永久性涂层的持久性就
处理部件的形貌在外观上比处理部件更粗糙 ;但
越好。因此,许多脱模剂产品都建议在开始模塑操作
即使在钢板的处理侧,也没有一个均匀、完全光滑的
前使用一定的最短诱导时间,通常称为薄膜预硫化或
表面。半永久性脱模剂可以平整最深的孔和凹痕,但
预烘烤,以优化涂层的稳定性。然而,这段时间也可
不能得到完美、完全光滑的表面。
能会适得其反,因为它会减少模具在生产率产出方面
使用更多的脱模剂可以改善表面的均匀性 ;但这
的总体可用时间。因此它必须与可接受的薄膜寿命和
样做,聚合物膜会变得太厚,在橡胶成型过程中的高
重新涂膜所需的时间相平衡,如果没有充分的预处理,
剪切力作用下不再足够稳定,从而导致涂层过早磨损。
可能无法优化涂膜效果。
仅为获得良好的脱模性能,一般不需要制造完全光滑
为了降低薄膜聚合所需的温度和硫化时间,可以
的表面。
在预聚合物混合物中加入催化剂。即使使用催化剂,
图 2 显示的是与图 1 相同的钢板 ;不过,这次的
聚合反应也需要热量,但与不使用催化剂相比,反应
图像是在原子力显微镜的摩擦力模式下拍摄的。显微
开始时的温度可以低得多,反应时间也短得多。现在
镜针尖划过钢板表面,并记录下观察到的力。在图 2 中,
有几种产品使用了所谓的 “ 瞬间硫化 ” 技术,也就是
可见的峰值描述了摩擦力较大的区域。可以清楚地看
采用了更简单的 “ 喷涂即用 ” 方法。
到,由于钢板右侧涂有涂层的表面更加平整,其摩擦
通常情况下,在这种条件下,适当催化的半永久
力远低于未涂涂层的表面,而且摩擦力非常大的区域
性涂层可在成型温度下涂在模具上,关闭模具和注入
也少了很多。
橡胶所需的时间足以完成聚合反应。因此,此类涂层
可减少模具的生产损失。此类新技术产品的例子包括
StruktolPermalease200,这是一种具有 “ 喷涂即用 ”
技术的水基产品,可在更广泛的成型温度范围内形成
高度耐用、耐磨的薄膜。
3 机制
脱模剂用于减少未硫化和硫化橡胶与模具表面的
黏附力。脱模剂有两种不同的作用 :填充模具表面的
图 2 半涂层钢板(右)和半无涂层钢板(左)的摩擦模
微孔、凹槽和裂缝,从而减少橡胶和模具之间物理缠 式原子显微镜图像
结的可能性,降低模具的有效表面 ;润滑作用,降低
从图中可以看出,半永久性脱模剂通过填充深孔、
橡胶和模具之间的摩擦力。
6
·74· 第 51 卷 第 期