
Page 127 - 《橡塑技术与装备》2025年6期
P. 127
外文精译
FOREIGN LANGUAGE PRECISION TRANSLATION
凹槽和细小裂缝,确实使模具表面变得平整,此外,
由于润滑作用,还能降低表面的摩擦力。要使这些材
料具有良好的脱模性和更好的流动性,哪种效果更为
重要,主要取决于具体的成型情况。不过,这两种效
应在协同机制中都是有益的。
4 应用
在大多数应用中,半永久性脱模剂都是在彻底清
洁模具表面后直接涂抹在热模具上的。使用半永久性
脱模剂之前的这一清洁步骤非常重要,可确保涂层与
模具表面间接接触,并能在模具的空隙和不规则表面
上聚合,形成高度的界面接触。启动聚合反应需要加
图 3 半永久性脱模剂在橡胶成型中的使用循环
热 ;但是,特别是对于水基脱模剂,迅速蒸发溶剂以
防止模具腐蚀也很重要。
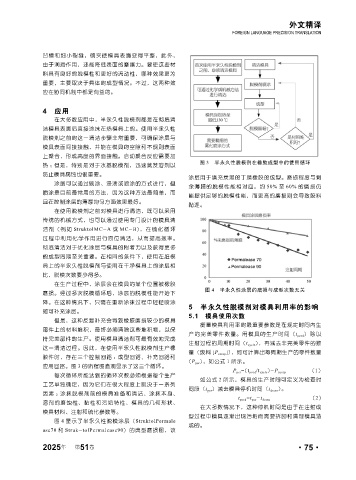
涂层用于填充炭黑的丁腈橡胶的成型。磨损程度与剩
涂层可以通过刷涂、浸渍或喷涂的方式进行,但
余薄膜的脱模性能相对应。约 50% 至 60% 的磨损仍
喷涂是目前最常用的方法,因为这种方法最简单,而
能提供足够的脱模性能,而更高的磨损则会导致胶料
且在控制涂层的薄厚均匀方面效果最好。
黏连。
在使用脱模剂之前对模具进行清洁,既可以采用
传统的机械方式,也可以通过使用专门设计的模具清
洁剂(例如 StruktolMC-A 或 MC-B),在硫化循环
过程中利用化学作用进行原位清洁,从而提高效率。
彻底清洁对于优化涂层与模具的附着力以及获得更多
的成型周期至关重要。在相同的条件下,使用在脏模
具上的半永久性脱模剂与使用在干净模具上的涂层相
比,脱模次数要少得多。
在生产过程中,涂层会在模具的某个位置被橡胶
图 4 半永久性涂层的磨损与成型次数无关
磨损。经过多次脱模循环后,涂层的脱模性能开始下
降。在这种情况下,只需在重新涂抹过程中轻轻喷涂
5 半永久性脱模剂对模具利用率的影响
即可补充涂层。
5.1 模具使用次数
但是,这种反复补充会导致橡胶磨损较少的模具
衡量模具利用率的最重要参数是在规定时间内生
部件上的材料堆积,最终必须清除这些堆积物,以保
产的完美零件数量。用模具的生产时间(t prod )除以
持完美部件的生产。使用模具清洁剂可最有效地完成
注射过程的周期时间(t cycle ),再减去非完美零件的数
这一清洁过程。因此,在使用半永久性脱模剂生产橡
量(废料 [P scrap ]),即可计算出每周期生产的零件数量
胶件时,存在三个控制回路 :成型回路、补充回路和
(P per ),如公式 1 所示。
应用回路。图 3 的流程图直观显示了这三个循环。
P per =(t prod /t cycle )-P scrap (1)
每次循环所能达到的循环次数必须根据每个生产
如公式 2 所示,模具的生产时间可定义为检查时
工艺单独确定,因为它们在很大程度上取决于一系列
间段(t per )减去模具停机时间(t down )。
因素 :涂抹脱模剂前的模具准备和清洁、涂抹本身、
t prod =t per -t down (2)
溶剂的磨蚀性、黏性和污垢特性、模具的几何形状、
在大多数情况下,这种停机时间是由于在注射成
模具材料、注射和硫化参数等。
型过程中模具逐渐出现污垢而需要拆卸和清理模具造
图 4 显示了半永久性脱模涂层(StruktolPermale
成的。
ase70 和 Struk-tolPermalease90)的典型磨损图,该
年
2025 第 51 卷 ·75·