
Page 119 - 《橡塑技术与装备》2025年6期
P. 119
产品与设计
PRODUCT AND DESIGN
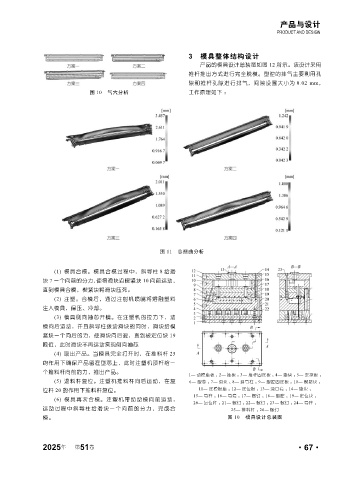
3 模具整体结构设计
产品的模具设计总装图如图 12 所示。该设计采用
推杆推出方式进行完全脱模。型腔的排气主要利用孔
隙和推杆孔隙进行排气,间隙设置大小为 0.02 mm,
图 10 气穴分析 工作原理如下 :
图 11 总翘曲分析
(1) 模具合模。模具合模过程中,斜导柱 8 给滑
块 7 一个向前的分力,使得滑块沿楔紧块 10 向前运动,
直到模具合模,楔紧块将滑块压死。
(2) 注塑。合模后,通过注射机喷嘴将熔融塑料
注入模具,保压、冷却。
(3) 模具侧向抽芯开模。在注塑机的拉力下,动
模向后运动,并且斜导柱拨动滑块的同时,滑块给楔
紧块一个向后的力,使滑块向后退,直到被定位块 19
限位,此时滑块不再运动实现侧向抽芯
(4) 取出产品。当模具完全打开时,在推料杆 25
的作用下确保产品留在型芯上,此时注塑机顶杆给一
个推料杆向前的力,推出产品。
1— 动模座板 ; 2— 推板 ; 3— 推杆固定板 ; 4— 垫块 ; 5— 支承板 ;
(5) 退料杆复位。注塑机推料杆向后运动,在复 6— 型芯 ; 7— 滑块 ; 8— 斜导柱 ; 9— 型腔固定板 ; 10— 楔紧块 ;
位杆 20 的作用下推料杆复位。 11— 定模板座 ; 12— 定位板 ; 13— 浇口套 ; 14— 垫块 ;
15— 导柱 ; 16— 导套 ; 17— 螺钉 ; 18— 型腔 ; 19— 定位块 ;
(6) 模具再次合模。注塑机带动动模向前运动,
20— 复位杆 ; 21— 螺钉 ; 22— 螺钉 ; 23— 螺钉 ; 24— 导柱 ;
运动过程中斜导柱给滑块一个向前的分力,完成合 25— 推料杆 ; 26— 螺钉
模。 图 10 模具设计总装图
2025 第 51 卷 ·67·
年