
Page 116 - 《橡塑技术与装备》2025年6期
P. 116
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
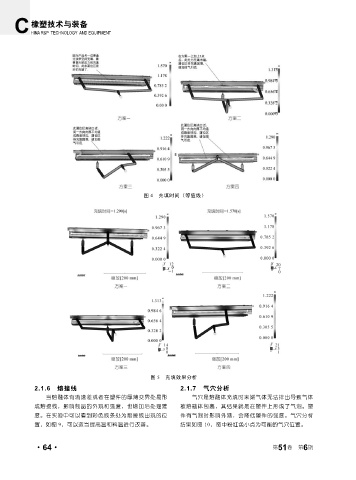
图 4 充填时间(等值线)
图 5 充填效果分析
2.1.6 熔接线 2.1.7 气穴分析
当熔融体有流速差或者在塑件的厚薄交界处易形 气穴是熔融体充填时末端气体无法排出导致气体
成熔接线,影响制品的外观和强度,也增加后处理难 被熔融体包裹,其结果就是在塑件上形成了气泡。塑
度。在实验中可以看到彩色线条处为熔接线出现的位 件有气泡时影响外观,会降低塑件的强度。气穴分析
置,如图 9,可以适当提高温和料温进行改善。 结果如图 10,图中粉红色小点为可能的气穴位置。
6
·64· 第 51 卷 第 期