
Page 117 - 《橡塑技术与装备》2025年6期
P. 117
产品与设计
PRODUCT AND DESIGN
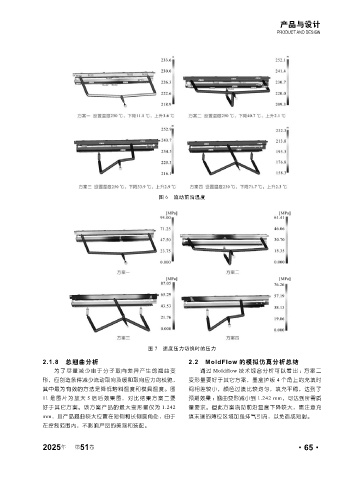
图 6 流动前沿温度
图 7 速度压力切换时的压力
2.1.8 总翘曲分析 2.2 MoldFlow 的模拟仿真分析总结
为了尽量减少由于分子取向差异产生的翘曲变 通过 Moldflow 技术综合分析可以看出 :方案二
形,应创造条件减少流动取向及缓和取向应力的松驰, 变形量要好于其它方案,墨盒护板 4 个角上的充填时
其中最为有效的方法是降低熔料温度和模具温度。图 间相差较小,颜色过渡比较均匀,填充平稳,达到了
11 是图片为放大 5 倍后效果图,对比结果方案二要 预期效果 ;翘曲变形减小到 1.242 mm,可达到所需质
好于其它方案。该方案产品的最大变形量仅为 1.242 量要求。但此方案流动前沿温度下降较大,需注意充
mm,且产品翘曲较大位置在短侧和长侧圆角处,由于 填末端的薄位区域加强排气引流,以免造成短射。
在控制范围内,不影响产品的美观和装配。
2025 第 51 卷 ·65·
年