
Page 76 - 《橡塑技术与装备》2025年5期
P. 76
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
第二个裁断长度后,重复裁断夹紧动作过程,直到切 2.7.4 有益效果
断作业完成。液压锁 13.1 和 13.2,用来锁定液压缸油 通过采用上述技术方案,切断机裁剪出来的胶带
液回路,避免误动作,确保安全可靠。单向节流调阀 切口质量能够得到明显提高,有效提高胶带的整体形
14.1 和 14.2,用来调节夹紧和切刀的运动速度。切刀 象和质量。设备交付用户生产使用后,效果对比明显,
的裁断压力通过溢流阀 7 调整。 得到了客户的充分肯定。
2.7.2 定中心装置 2.8 安全装置
定中心装置主要由纠偏竖辊、丝杆、丝母、支架 根据技术协议要求采用最新技术方案,新型钢丝
和滑轨等组成。 绳芯胶带切断机上设置机械限制和电气控制的双重安
2.7.3 方案对比 全装置,使得安装有切刀的刀架在非工作状态时不能
改进前当切断机工作时(见图 2),托辊托着胶带, 下落,以提高胶带切断机的安全性能。
夹紧装置压紧胶带,行走架内的切刀在油缸的作用下 为了实现设计目的,具体实施方案如下 :
裁剪胶带。但缺少对中定中心装置,胶带被牵引时容 行走架上相对应的位置设有 1 个大孔和 1 个小孔,
易跑偏,切断机裁断时就容易形成斜边切口。另外, 分别安装 1 个安全插销和 1 个接近开关。
两边的夹紧装置距离切刀刃口有一定距离,胶带的物 刀架上设有可以使得安全插销穿过的 1 个长孔,
理特性使切口容易形成毛边切口、锲型切口。这样就 便于安装。
导致胶带的切口质量参差不齐,进而影响产品的整体 当切断机停止使用时,安全插销穿过大孔插入长
形象和整体质量。 孔,使接近开关感应到安全插销发出信号,通过机械
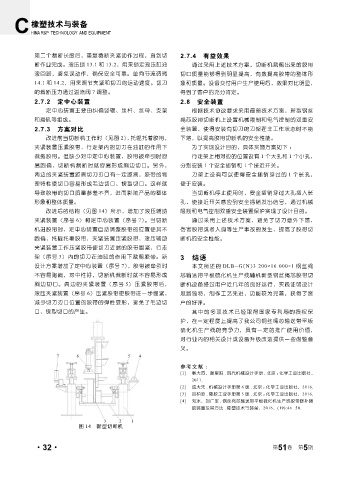
改进后的结构(见图 14)所示,增加了液压辅助 限制和电气控制双重安全装置保护实现了设计目的。
夹紧装置(序号 6)和定中心装置(序号 7)。当切断 通过采用上述技术方案,避免了切刀意外下落,
机进胶带时,定中心装置自动调整胶带的位置使其不 伤害胶带或者人身等生产事故的发生,提高了胶带切
跑偏,托辊托着胶带,夹紧装置压紧胶带,液压辅助 断机的安全性能。
夹紧装置工作压紧胶带使切刀近端的胶带绷紧,行走
架(序号 3)内的切刀在油缸的作用下裁剪胶带。新 3 结语
设计方案增加了定中心装置(序号 7),胶带被牵引时 本文所述的 DLB-G(N)3 200×16 000×1 钢丝绳
不容易跑偏,对中性好,切断机裁断时就不容易形成 芯输送带平板硫化机生产线辅机新型钢丝绳芯胶带切
斜边切口。两边的夹紧装置(序号 5)压紧胶带后, 断机设备经过用户近几年的良好运行,实践证明设计
液压夹紧装置(序号 6)压紧胶带使胶带进一步绷紧, 思路独特,制作工艺先进,功能较为完善,获得了客
减少切刀刃口位置的胶带的弹性变形,避免了毛边切 户的好评。
口、锲型切口的产生。 其中的多项技术已经取得国家专利局的授权保
护,在一定程度上提高了我公司钢丝绳芯输送带平板
硫化机生产线的竞争力,具有一定的推广使用价值,
对行业内的相关设计或设备升级改造提供一些借鉴意
义。
参考文献 :
[1] 秦大同,谢里阳 . 现代机械设计手册 . 北京 :化学工业出版社,
2011.
[2] 成大先 . 机械设计手册第 6 版 . 北京 :化学工业出版社,2016.
[3] 吕柏源 . 橡胶工业手册第 3 版 . 北京 :化学工业出版社,2016.
[4] 刘冰,刘广军 . 钢丝绳芯输送带平板硫化机生产线胶带修补辅
助装置及其方法 . 橡塑技术与装备,2016,(19):46-50.
图 14 新型切断机
5
·32· 第 51 卷 第 期