
Page 48 - 《橡塑智造与节能环保》2024年8期
P. 48
技术与装备
通过模拟建立对液体硅橡胶成型的信心
1 背景 某些设计中,这还可能导致潜在的问题,因此必须在
现如今,组件的有效开发越来越依赖于模拟。 产品开发早期审查浇口位置、尺寸、熔体粘度、填充
资源分配精确的早期设计模拟,可以通过减少原型阶 时间等。因此,在产品开发阶段,必须尽早通过模拟
段对迭代循环的需求来节省大量资金,从而简化整 审查浇口位置、尺寸、熔体粘度、填充时间等,并找
体模具设计的验证过程。本研究旨在展示如何利用 到解决这些问题的方法。
Moldex3D模拟在产品研发阶段用先发制人的方式应对
挑战。
2 研究过程
Moldex3D最新决定,它可以进一步提升其帮助
成型行业的能力,并与美国信越有机硅公司和合作伙
伴M.R.Mold&Engineering合作,并确定他们可以领导
了解成型问题的工作。信越提供了一种光学液体硅
橡胶(LSR),用于检查工具、填充和固化缺陷。经
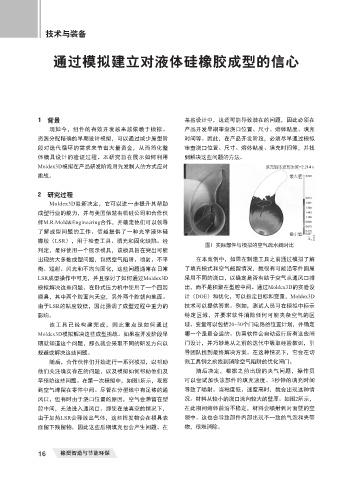
图1 实际部件与模拟的空气疏水阀对比
判定,最好使用一个展示模具,该模具旨在突出可能
出现的大多数成型问题,包括空气陷阱、喷射、不平 在本案例中,如果在制造工具之前通过模拟了解
衡、短射、闪光和不均匀固化,这些问题通常在日常 了填充模式和空气截留情况,就很有可能沿零件圆周
LSR成型操作中可见,并且探讨了如何通过Moldex3D 采用不同的浇口,以确定是否有助于空气从通风口排
模拟解决这些问题。在卧式压力机中使用了一个四腔 出,而不是积聚在型腔中间。通过Moldex3D的实验设
模具,其中两个腔面向天空,另外两个腔朝向地面。 计(DOE)和优化,可以指定目标和变量,Moldex3D
由于LSR的粘度较低,因此强调了成型过程中重力的 技术可以提供答案。例如,测试人员可在模拟中标示
影响。 特定区域,并要求软件消除任何可能夹杂空气的区
该工具已经构建完成,因此重点是如何通过 域。变量可以包括20~30个门电路的位置计划,并确定
Moldex3D模拟解决这些成型挑战。如果在开发阶段早 哪一个是最合适的。仿真软件会自动运行所有这些闸
期就知道这个问题,那么就会采取不同的研发方向以 门设计,并巧妙地从之前的迭代中吸取经验教训,引
规避或解决这些问题。 导团队找到最终解决方案。在这种情况下,它会在切
随后,合作伙伴们开始进行一系列模拟,以帮助 割工具钢之前找到消除空气陷阱的优化闸门。
他们关注确实存在的问题,以及模拟如何帮助他们及 随后决定,根据之前出现的夹气问题,操作员
早预防这些问题。在第一次模拟中,如图1所示,观察 可以尝试加快该部件的填充速度。3秒钟的填充时间
到空气滞留在零件中间。尽管在分型线中有足够的通 导致了喷射。当粘度低、速度高时,就会出现这种情
风口,但有时由于浇口位置的原因,空气会滞留在型 况。材料从较小的浇口流向较大的壁厚。如图2所示,
腔中间,无法进入通风口。即使在抽真空的情况下, 在此期间熔体前沿不稳定,材料会喷射到对面壁的空
由于加热LSR会释放出气体,这些挥发物会在模具表 隙中。这也会导致部件内部出现不一致的气泡和夹带
面留下残留物,因此这些后期填充也会产生问题。在 物,很难消除。
16 橡塑智造与节能环保