
Page 46 - 《橡塑智造与节能环保》2024年8期
P. 46
技术与装备
(2) 螺杆转速:25 至 50转/分。 表4 注射胶料的典型配方/性能
(3) 注射压力:3,000 至 15,000 psi。 氟橡胶A-200 85
氟橡胶A-500 15
(4) 注塑时间:最多 10 秒,取决于制品尺寸和 高活性氧化镁 3
氢氧化钙 4
体积。
N762炭黑 15
(5) 模具温度:177 ~ 200 ℃。 巴西棕榈蜡 1
氟橡胶治疗剂50 1.3
(6) 硫化时间:15s至数min,取决于制品尺
门尼焦烧(121°℃下的MS)
寸。 最小值(MU) 57.2
上升2点(min) 12.6
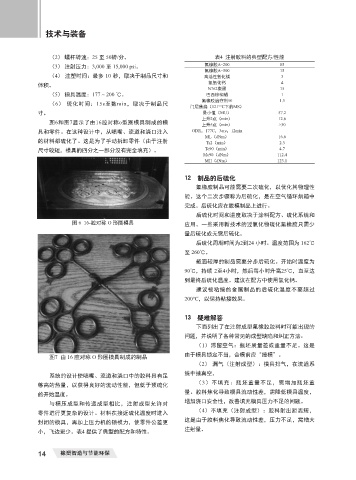
图6和图7显示了由16腔对称o型圈模具制成的模 上升5点(min) >30
具和零件。在这种设计中,从喷嘴、流道和浇口注入 ODR,177C,3arc,12min
ML(dNm) 16.6
的材料都硫化了。这是为了手动拆卸零件(由于注射 Ts2(min) 2.3
尺寸较短,模具的四分之一部分没有完全填充)。 Tc90(min) 4.7
Mc90(dNm) 112.4
MH(dNm) 123.1
12 制品的后硫化
氟橡胶制品可能需要二次硫化,以优化其物理性
能。这个二次步骤称为后硫化,是在空气循环烘箱中
完成。后硫化应在脱模制品上进行。
后硫化时间和温度取决于涂料配方、硫化系统和
图 6 16-腔对称 O 形圈模具 应用。一些采用新技术的过氧化物硫化氟橡胶只需少
量后硫化或无需后硫化。
后硫化周期时间为2到24 小时。温度范围为 162℃
至 260℃。
截面较厚的制品需要分步后硫化。开始时温度为
90℃,持续 2至4小时,然后每小时升高25℃,直至达
到最终后硫化温度。建议在配方中使用氧化钙。
建议被粘接的金属制品的后硫化温度不要超过
200℃,以保持粘接效果。
13 疑难解答
下面列出了在注射成型氟橡胶胶料时可能出现的
问题,并说明了各种常见的成型缺陷和纠正方法:
(1)滞留空气:瓶坯质量差或重量不足。这是
图7 由 16 腔对称 O 形圈模具制成的制品 由于模具锁定不当,合模前应“撞模”。
(2) 漏气(注射成型):模具排气,在流道系
系统的设计使喷嘴、流道和浇口中的胶料具有足 统中抽真空。
够高的热量,以获得良好的流动性能,但低于预硫化 (3)不填充:瓶坯重量不足,需增加瓶坯重
的开始温度。 量。胶料焦化导致模具流动性差,需降低模具温度,
与模压成型和传递成型相比,注射成型允许对 增加浇口安全性,改善填充模具压力不足的问题。
零件进行更复杂的设计。材料在接近硫化温度时进入 (4)不填充(注射成型):胶料射出距离短,
封闭的模具,再加上压力机的锁模力,使零件公差更 这是由于胶料焦化导致流动性差,压力不足,需增大
小,飞边更少。表4 提供了典型的配方和特性。 注射量。
14 橡塑智造与节能环保