
Page 49 - 《橡塑智造与节能环保》2024年8期
P. 49
技术与装备
响聚合物的粘度/温度和流型。随着填充时间的延长,
这种影响会加剧不平衡。
图2 实际部件与模拟不一致的喷射对比
可以通过减缓填充速度(这将导致剪切力降低)
或改变浇口位置/样式的方式(这将改变流动模式)来
减少或消除喷射。重要的是在切割钢材前进行模拟,
以优化浇口并消除生产中的喷射问题。在这种情况
下,最好设置一个浇口,让熔体前端以一定角度撞击
“墙壁”,而不是让材料直接流入一个开放空间。
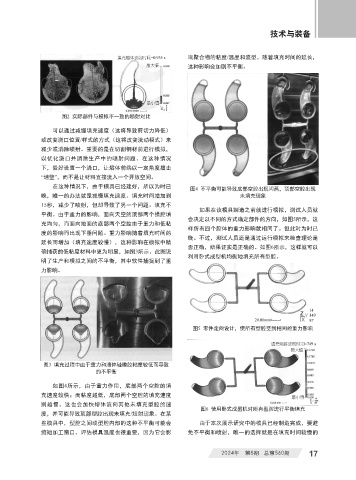
在这种情况下,由于模具已经建好,所以为时已 图4 不平衡可能导致底部空腔出现闪蒸,顶部空腔出现
晚,唯一的办法就是减慢填充速度。填充时间增加到 未填充现象
15秒,减少了喷射,但却导致了另一个问题:填充不
如果在该模具制造之前就进行模拟,测试人员就
平衡。由于重力的影响,面向天空的顶部两个模腔填
会决定以不同的方式确定部件的方向,如图5所示,这
充均匀,而面向地面的底部两个空腔由于重力和低粘
样所有四个腔体的重力影响就相同了。但此时为时已
度的影响而出现下垂问题。重力影响随着填充时间的
晚。不过,测试人员还是通过运行模拟来检查理论是
延长而增加(填充速度较慢),这种影响在模拟中精
否正确,结果证实是正确的。如图6所示,这样就可以
确捕获的低粘度材料中更为明显,如图3所示。此图说
利用卧式成型机均衡地填充所有型腔。
明了生产和模拟之间的不平衡,其中软件捕捉到了重
力影响。
图5 零件定向设计,使所有型腔受到相同的重力影响
图3 填充过程中由于重力和液体硅橡胶粘度较低而导致
的不平衡
如图4所示,由于重力作用,底部两个空腔的填
充速度较快;而粘度越低,底部两个空腔的填充速度
则越慢。这也会加快熔体流向其他未填充型腔的速
图6 使用卧式成型机对所有型腔进行平衡填充
度,并可能导致顶部型腔出现未填充/短射现象。在某
些模具中,型腔之间或型腔内部的这种不平衡可能会 由于本次展示研究中的模具已经制造完成,要避
缩短加工窗口。评估模具温度也很重要,因为它会影 免不平衡和喷射,唯一的选择就是在填充时间较慢的
2024年 第8期 总第560期 17