
Page 80 - 《橡塑技术与装备》2024年9期
P. 80
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
表 5 不同胎面口型验证刚性数据误差
刚性 径向刚性 纵向刚性 横向刚性
方案 载荷 80% 100% 120% 80% 100% 120% 80% 100% 120%
序号 1 2 3 4 5 6 7 8 9
口型一 218.3 219.3 222.2 266 274.7 267.4 115.2 108.7 103.3
口型二 224.2 223.2 226.2 267.4 276.2 270.3 120.7 112.65 106.35
平均值 221.25 221.25 224.2 266.7 275.45 268.85 117.95 112.65 106.35
极差 5.9 3.9 4 1.4 1.5 2.9 5.5 3.95 3.05
变化率 2.67% 1.76% 1.78% 0.52% 0.54% 1.08% 4.66% 3.51% 2.87%
刚性 扭转刚性 包络刚性 充气外直径 /mm 充气断面宽 /mm
方案 载荷 80% 100% 120% 80% 100% 120% 100% 100%
序号 10 11 12 13 14 15 16 17
口型一 51.7 73.3 96.3 675.7 746.3 757.6 667.5 223.1
口型二 52.3 72.3 95.7 695 757.8 775.7 671 224.9
平均值 52 72.8 96 685.4 757.8 775.7 669.25 224
极差 0.6 1 0.6 19.3 11.5 18.1 3.5 1.8
变化率 1.15% 1.37% 0.62% 2.82% 1.51% 2.33% 0.52% 0.80%
表 6 不同胎面口型验证印痕数据误差
印痕 接地面积 /cm 2 取样区面积 /cm 2 中间接地长度 /mm 接地宽度 /mm
方案 载荷 50% 75% 100% 50% 75% 100% 50% 75% 100% 50% 75% 100%
序号 1 2 3 4 5 6 7 8 9 10 11 12
口型一 88.221 136.392 179.803 115.66 174.4 229.31 97.231 125.578 153.924 148.742 160.934 168.554
口型二 88.805 133.647 175.183 116.92 172.51 224.43 92.812 120.549 147.066 151.028 160.934 169.164
平均值 88.513 135.02 177.493 116.29 173.455 226.87 95.021 123.063 150.495 149.885 160.934 168.859
极差 0.584 2.745 4.62 1.26 1.89 4.88 4.42 5.029 6.858 2.286 0 0.61
变化率 0.66% 2.03% 2.60% 1.08% 1.09% 2.15% 4.65% 4.09% 4.56% 1.53% 0.00% 0.36%
显的变化,在 75%、100% 载荷时,中间接地长度和
接地面积发生了较大的改变,说明胎面口型调整主要
对印痕中间接地长度产生影响,进而引起接地面积的
变化。
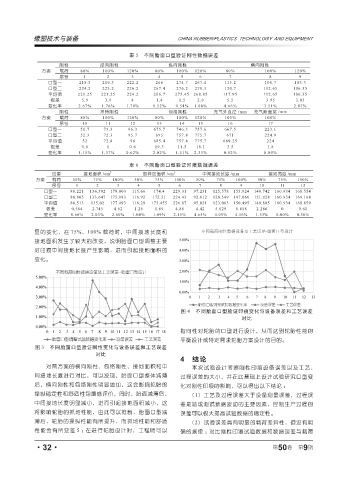
图 4 不同胎面口型验证印痕变化与设备误差和工艺误差
对比
指向性对轮胎的口型进行设计,从而达到轮胎性能的
平衡设计或特定需求轮胎方案设计的目的。
图 3 不同胎面口型验证刚性变化与设备误差和工艺误差
对比
4 结论
对两方案的横向刚性、包络刚性、接地面积和中 本次试验设计考察刚性印痕设备误差以及工艺、
间接地长度进行对比,可以发现,胎面口型整体减薄 过程误差的大小,并在此基础上设计试验研究口型变
后,横向刚性和包络刚性明显增加,这会影响轮胎的 化对刚性印痕的影响,可以得出以下结论 :
操纵稳定性和舒适性包覆感评价,同时,胎面减薄后, (1)工艺及过程误差大于设备测量误差,过程误
中间接地长度明显减小,进而引起接地面积减小,这 差是造成测试数据波动的主要因素,控制生产过程的
将影响轮胎的抓地性能,由此可以推断,胎面口型减 误差可以极大提高试验数据的稳定性。
薄后,轮胎的操纵性能有所提升,而抓地性能和舒适 (2)试验误差具有明显的载荷差异性,但没有明
性能会有所变差 5 ;在进行轮胎设计时,工程师可以 确的规律 ;对比刚性印痕试验数据和数据误差与载荷
9
·32· 第 50 卷 第 期