
Page 108 - 《橡塑技术与装备》2024年9期
P. 108
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
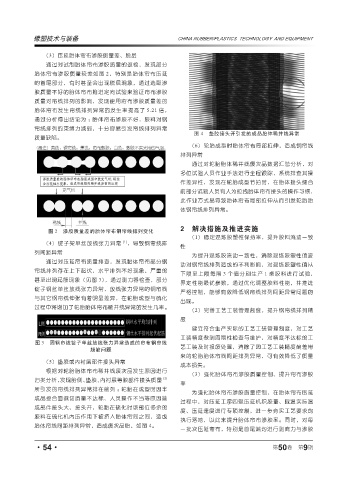
(3)压延胎体帘布渗胶质量差、脱层
通过对试制胎体帘布渗胶质量的返检,发现部分
胎体帘布渗胶质量较差如图 2,特别是胎体帘布压延
的首尾部分,有时甚至会出现脱层现象,通过选取渗
胶质量不好的胎体帘布推进定向试验来验证帘布渗胶
质量对帘线排列的影响,发现使用帘布渗胶质量差的
胎体帘布发生帘线排列异常的发生率提高了 5.21 倍,
通过分析得出结论为 :胎体帘布渗胶不好,胶料对钢
帘线排列的束缚力减弱,十分容易引发帘线排列异常
图 4 垫胶接头开引发的成品胎体稀并线异常
质量缺陷。
(6)轮胎成型时胎体帘布局部拉伸,造成钢帘线
排列异常
通过对轮胎胎体稀并线废次品数据汇总分析,对
多位试验人员作业手法进行全程跟踪,系统排查其操
作差异性,发现在轮胎成型节拍时,在胎体接头缝合
前部分试验人员有人为拉拽胎体帘布接头的操作习惯,
此作业方式易导致胎体帘布局部拉伸从而引发轮胎胎
体钢帘线排列异常。
2 解决措施及推进实施
图 2 渗胶质量差的胎体帘布钢帘线排列变化
(1)稳定混炼胶塑性保持率,提升胶料流动一致
(4)锭子架单丝放线张力异常 [1] ,导致钢帘线排
性
列间距异常
为提升混炼胶流动一致性,消除混炼胶塑性值波
通过对压延帘布质量排查,发现胎体帘布部分钢
动对钢帘线排列造成的不利影响,对混炼胶塑性值从
帘线排列存在上下起伏,水平排列不好现象,严重的
下限至上限每隔 3 个值分别生产 1 桌胶料进行试验,
甚至出现起筋现象(见图 3),通过测力器检查,部分
界定性能最优参数,通过优化调整胶料性能,并推进
锭子钢丝单丝放线张力异常,放线张力异常的钢帘线
严格控制,能够有效降低钢帘线排列间距异常问题的
与其它钢帘线伸张有着明显差异,在轮胎成型与硫化
出现。
过程中将增加了轮胎胎体帘布稀并线异常的发生几率。
(2)完善工艺工装管理制度,提升钢帘线排列精
度
建立符合生产实际的工艺工装管理制度,对工艺
工装精度做到周期性检查与维护,对精度不达标的工
图 3 因钢帘线锭子单丝放线张力异常造成的帘布钢帘线
艺工装及时报废处置,消除了因工艺工装精度偏差带
超筋问题
来的轮胎胎体帘线间距排列异常,可有效降低了质量
(5)垫胶或内衬层部件接头异常
成本损失。
根据对轮胎胎体帘布稀并线废次品发生原因进行
(3)强化胎体帘布渗胶质量控制、提升帘布渗胶
归类分析,发现胎侧、垫胶、内衬层等胶部件接头质量 [2]
率
所引发的帘线排列异常排在前列 ;轮胎在成型时因半
为强化胎体帘布渗胶质量控制,在胎体帘布压延
成品接合面裁切质量不达标、人员操作不当等原因造
过程中,对压延工序四辊压延机积胶量、辊温实际温
成部件接头大、接头开,轮胎在硫化时该部位多余的
度、压延速度进行专项控制,进一步夯实工艺要求的
胶料在硫化机内压作用下被挤入胎体帘间之间,造成
执行落地,以此来提升胎体帘布渗胶率。同时,对每
胎体帘线间距排列异常,造成废次品胎,如图 4。
一批次压延帘布,特别是首尾端均进行剥离力与渗胶
9
·54· 第 50 卷 第 期