
Page 113 - 《橡塑技术与装备》2024年9期
P. 113
设备管理与维护 杨洪良·动力水及过热水对硫化机工艺的影响分析及处理
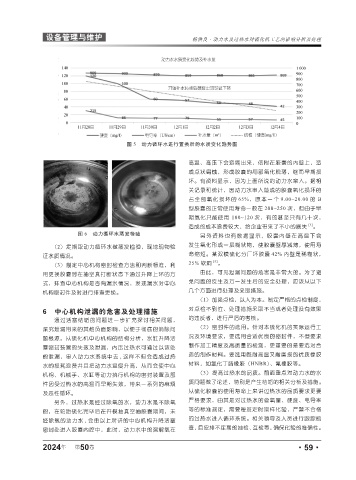
图 5 动力循环水进行置换后的水质变化趋势图
高温、高压下会游离出来,依附在胶囊的内壁上,造
成点状腐蚀,形成胶囊的局部氧化脱落,继而早期损
坏。有资料显示,因为上面所说的动力水窜入。据相
关记录和统计,因动力水串入造成的胶囊氧化损坏的
占全部氧化损坏的 65%,原本一个 9.00~20.00 的 B
型胶囊的正常使用寿命一般在 200~250 次,但由于早
期氧化只能使用 100~120 次,有的甚至只有几十次,
造成的成本浪费较大,给企业带来了不小的损失 [3] 。
图 6 动力循环水蒸发检验 另 外资 料 也 有数 据 显示, 胶 囊 内壁 在 高 温下 会
(2)定期取动力循环水做蒸发检验,现地现物验 发生氧化形成一层糊状物,使胶囊壁厚减薄,使用寿
证水质情况。 命缩短。某双模硫化分厂坏胶囊 42% 内壁是稀糊状,
(3)制定中心机构密封检查方法和判断标准,利 25% 软洞 [4] 。
用更换胶囊时在抽空真打断状态下通过升降上环的方 由此,可见泄漏问题的危害是非常大的。为了避
式,排查中心机构是否有漏水情况,发现漏水对中心 免问题的反生及万一发生后的安全处理,应该从以下
机构密封件及时进行排查更换。 几个方面进行处理及采取措施。
(1)加强点检,以人为本。制定严格的点检制度,
6 中心机构泄漏的危害及处理措施 对点检不到位、处理措施采取不当或者处理没有效果
的违反者,进行严厉的考核。
通过活塞结垢的问题进一步扩充探讨相关问题,
深究泄漏带来的其他负面影响,以便于彻底的消除问 (2)密封件的选用。针对本硫化机的实际运行工
题根源。从硫化机中心机构的结构分析,水缸升降活 况及环境要求,要选用合适优良的密封件,不但要求
制作加工精度及高质量的检测,更重要的是要选对合
塞密封装置的失效及泄漏,内压过热水可通过以该处
的泄漏,串入动力水系统中去 , 这样不但会造成过热 适的制作材料。要选用既耐高温又耐磨损的优质橡胶
水的损耗浪费并且把动力水温度升高,从而会使中心 材料,如氢化丁腈橡胶(HNBR)、氟橡胶等。
(3)提高过热水的品质。前面重点对动力水的水
机构、机械手、水缸等动力执行机构的密封装置及部
件因受过热水的高温而早期失效,带来一系列的麻烦 质问题做了论述,特别是产生结垢的相关分析及措施。
及恶性循环。 从硫化胶囊的使用寿命上来讲过热水的品质要求更要
严格要求,由其是对过热水的含氧量、硬度、电导率
另外,过热水是经过除氧的水,动力水是不除氧
等的标准规定,需要每班定时取样化验,严禁不合格
的,在轮胎硫化完毕后在开模抽真空抽胶囊期间,未
经除氧的动力水 , 会由以上所讲的中心机构升降活塞 的过热水进入循环系统。相关领导及人员进行跟踪检
密封处进入胶囊内腔中,此时,动力水中的溶解氧在 查,且安排不定期的抽检、互检等,确保化验的准确性。
年
2024 第 50 卷 ·59·