
Page 105 - 《橡塑技术与装备》2024年9期
P. 105
测试与分析 李中国·聚酯薄膜生产中各种展平方式的研究与分析
路,从中间向两边同向对称分布,材料可以是金属辊
或者橡胶辊,示意图如图 4 所示。
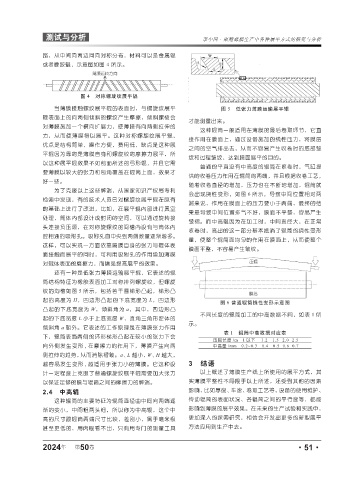
图 4 对称螺旋纹展平辊
当薄膜接触螺纹展平辊的表面时,与螺旋纹展平 图 5 低张力薄膜运输展平辊
辊表面上的向两侧倾斜的螺纹产生摩擦,倾斜螺棱会
才能测量出来。
对薄膜施加一个横向扩展力,使薄膜有向两侧拉伸的
这种辊筒一般适用在薄膜的最后卷取环节,它直
力,从而使薄膜得以展平。这种对称螺旋纹展平辊,
接作用在膜面上,通过设备施加的线性压力,将膜层
优点是结构简单,操作方便,费用低,缺点是这种展
之间的空气排出去,从而不容易产生收卷时的底部皱
平辊因为靠的是薄膜自身和螺旋纹的摩擦力展平,所
纹和过程皱纹,达到膜面展平的目的。
以这种展平辊效果不如前面所述的弓形辊,并且它需
普通的平直没有中高度的辊筒在收卷时,气缸提
要薄膜以较大的张力和包角覆盖在辊筒上面,效果才
供的收卷压力作用在辊筒的两端,并且根据收卷工艺,
好一些。
随着收卷直径的增加,压力也在不断地增加,辊筒就
为了克服以上这些弊端,从国家知识产权局专利
会出现挠性变形,如图 6 所示,导致中间位置相对两
检索中发现,有的技术人员已对螺旋纹展平辊在原有
端来说,作用在膜面上的压力要小于两端,最终的结
的基础上进行了改进,比如,在展平辊内部进行真空
果是导致中间位置排气不好,膜面不平整,容易产生
处理,筒体内部设计成封闭的空间,可以通过旋转接
皱褶。而中高辊因为在加工时,中间直径大,在正常
头连接负压源,在对称旋螺纹的间槽内设有与筒体内
收卷时,高出的这一部分基本抵消了辊筒的挠性变形
腔相通的吸附孔。吸附孔自中央到两端数量逐渐增多。
量,使整个辊筒面均匀的作用在膜面上,从而使整个
这样,可以实现一方面依靠隔膜自身的张力与辊体表
膜面平整,不容易产生皱纹。
面接触而展平的同时,可利用吸附孔的作用增加薄膜
对辊体表面的磨擦力,而增强提高展平的效果。
还有一种是低张力薄膜运输展平辊,它表述的辊
筒结构特征为橡胶表面加工对称排列螺旋纹,但螺旋
纹的沟槽如图 5 所示,包括若干圈梯形凸起,梯形凸
起的高度为 H,四边形凸起的下底宽度为 L,四边形 图 6 普通辊筒挠性变形示意图
凸起的下底宽度为 W,倾斜角为 a,其中,四边形凸
不同长度的辊筒加工的中高数据不同,如表 1 所
起的下底宽度 L 小于上底宽度 W,直角三角形腔体的
示。
倾斜角 a 朝外。它表述的工作原理是在薄膜张力作用
表 1 辊筒中高数据对应表
下,辊筒表面两侧的环形梯形凸起在较小的张力下会
压辊长度 /m 1 以下 1.2 1.5 2.0 2.5
向外侧发生变形 , 在摩擦力的作用下,薄膜产生向两 中高量 /mm 0.2~0.3 0.4 0.5 0.6 0.7
侧拉伸的趋势,从而消除褶皱。a、 L 越小, W、 H 越大,
越容易发生变形 , 越适用于张力小的薄膜。它这种设 3 结语
计一定程度上克服了普通螺旋纹展平辊需要加大张力 以上概述了薄膜生产线上所使用的展平方式,其
以保证足够的膜与辊筒之间的摩擦力的弊端。 实薄膜平整性不局限于以上所述,还受到其他的因素
2.4 中高辊 影响,比如厚度、车速、卷取工艺等,设备的使用维护、
这种辊筒的主要特征为辊筒直径由中间向两端逐 传动辊筒的表面状况、各辊筒之间的平行度等,都能
渐的变小,中间粗两头细,所以称为中高辊,这个中 影响到薄膜的展平效果。在未来的生产试验和实践中,
高的尺寸跟辊筒两端尺寸比较,差别小,属于毫米级 更加深入的探索研究,相信会开发出更多的新型展平
甚至更低的,用肉眼看不出,只有用专门的测量工具 方法应用到生产中去。
年
2024 第 50 卷 ·51·