
Page 58 - 《橡塑技术与装备》2024年3期
P. 58
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
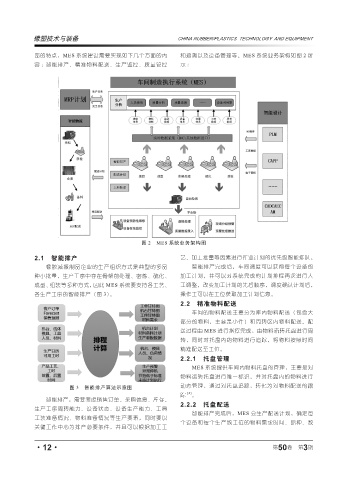
部的特点,MES 系统建设需要实现如下几个方面的内 和追溯以及设备管理等。MES 系统业务架构如图 2 所
容 :智能排产、精准物料配送、生产监控、质量管控 示 :
图 2 MES 系统业务架构图
2.1 智能排产 艺、加工批量等因素进行作业计划的优先级智能排队。
橡胶减振制品企业的生产组织方式是典型的多品 智能排产完成后,车间调度可以获得每个设备的
种小批量,生产工序中存在骨架前处理、密炼、硫化、 加工计划,并可以对系统完成的计划排程再次进行人
成型、组装等多种方式,因此 MES 系统要支持各工艺、 工调整,改变加工计划的先后顺序,调度确认计划后,
各生产工序的智能排产(图 3)。 操作工可以在工位获取加工计划信息。
2.2 精准物料配送
车间的物料配送主要分为库内物料配送(包含大
部分的物料,主要是小件)和周转区内物料配送。配
送过程由 MES 进行指挥完成,由物料流转托盘进行周
转,同时对托盘内的物料进行追踪,将物料按照时间
精准配送至工位。
2.2.1 托盘管理
MES 系统提供车间内物料托盘的管理,主要是对
物料运转托盘进行唯一标识,并对托盘内的物料进行
图 3 智能排产算法示意图 动态管理,通过对托盘追踪,转化为对物料配送的跟
踪 [4] 。
智能排产,需要考虑销售订单、采购信息、库存、
2.2.2 托盘配送
生产工序周转能力、设备状态、设备生产能力、工具
智能排产完成后,MES 会生产配送计划,确定每
工装准备情况、物料准备情况等生产要素,同时要以
个设备和每个生产线工位的物料需求时间、品种、数
关键工作中心为排产必要条件,并且可以根据加工工
3
·12· 第 50 卷 第 期