
Page 122 - 《橡塑技术与装备》2024年2期
P. 122
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
平稳,成型位置不方便调整等问题。生产不同规格三 2 新贴合盘系统简介
角胶胎圈时,成型位置需要人工调整限位块来调整, 2.1 新贴合盘系统的结构如下
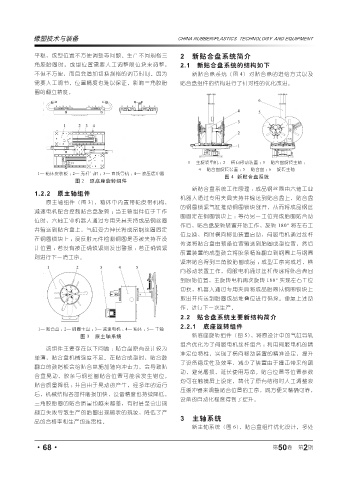
不但不方便,而且会增加切换规格的调节时间。因为 新贴合盘系统(图 4)对贴合盘的进给方式以及
需要人工调节,位置精度也难以保证,影响三角胶胎 贴合盘组件的结构进行了针对性的优化改进。
圈的翻立精度。
1— 主旋转电机 ; 2— 横向移动装置 ; 3— 贴合盘旋转主轴 ;
4— 贴合盘旋转装置 ; 5— 贴合盘 ; 6— 旋转主轴
1— 箱体安装板 ; 2— 无杆气缸 ; 3— 直线导轨 ; 4— 液压缓冲器
图 4 新贴合盘系统
图 2 原底座旋转组件
新贴合盘系统工作原理 :成品钢丝圈由六轴工业
1.2.2 原主轴组件
机器人通过专用夹具夹持并输送到贴合盘上,贴合盘
原主轴组件(图 3),箱体中内置带轮皮带机构,
的钢圈锁紧气缸推动钢圈锁块涨开,从而将成品钢丝
减速电机配合控制贴合盘旋转 ;当主轴组件位于工作
圈固定在钢圈锁块上 ;等待另一工位完成胎圈贴合动
位时,六轴工业机器人通过专用夹具夹持成品钢丝圈
作后,贴合盘旋转装置开始工作,旋转 180° 将左右工
并输送到贴合盘上,气缸受力伸长将成品钢丝圈固定
位互换,同时横向移动装置启动,伺服电机通过丝杆
在钢圈锁块上 ;漫反射元件检测钢圈是否被夹持在设
传递将贴合盘由预备位置输送到胎圈成型位置,然后
计位置 ;若没有被正确锁紧则发出警报 ;若正确锁紧
前置装置的成型鼓会将胶条精准翻立到钢圈上与钢圈
则进行下一道工序。
紧密贴合得到三角胶胎圈成品 ;成型工序完成后,横
向移动装置工作,伺服电机通过丝杆传递将贴合盘回
到原始位置,主旋转电机再次旋转 180° 实现左右工位
切换,机器人通过专用夹具将成品胎圈从钢圈锁块上
取出并传送到胎圈成品堆叠位进行码垛。重复上述动
作,进行下一次生产。
2.2 贴合盘系统主要新结构简介
2.2.1 底座旋转组件
1— 贴合盘; 2— 钢圈卡盘 ; 3— 减速电机 ; 4— 箱体 ; 5— 主轴
图 3 原主轴系统 新底座旋转组件(图 5),将原设计中的气缸导轨
组合优化为了伺服电机丝杆组合 ;利用伺服电机的精
该组件主要存在以下问题 :贴合盘原有设计较为
准定位特性,实现了横向移动装置的精准设定,提升
单薄,贴合盘机械强度不足。在贴合成型时,贴合鼓
了设备稳定性及效率,减少了装置由于撞击带来的颤
翻立的鼓指板会给贴合盘施加轴向冲击力,会导致贴
动,避免磨损,延长使用寿命。贴合位置等位置参数
合盘晃动,胶条与钢丝圈贴合位置可能会发生错位,
均可在触摸屏上设定,替代了原有结构时人工调整液
贴合质量降低 ;并且由于晃动的产生,经多年的运行
压缓冲器来调整贴合位置的工序,既方便又精确可靠,
后,机械结构各部件磨损加快,设备精度也持续降低,
设备的自动化程度得到了提升。
三角胶胎圈的贴合质量也越来越差,有时甚至会出现
翻立失败导致生产的胎圈出现碗状的现象,降低了产
3 主轴系统
品的合格率和生产的连贯性。
新主轴系统(图 6),贴合盘组件优化设计,多处
2
·68· 第 50 卷 第 期