
Page 121 - 《橡塑技术与装备》2024年2期
P. 121
设备管理与维护 张松·全钢三角胶胎圈热贴生产线贴合盘系统改造
全钢三角胶胎圈热贴生产线贴合盘
系统改造
张松
( 双钱轮胎集团有限公司,上海 201100)
摘要 : 本文简单的介绍了原全钢三角胶胎圈热贴生产线贴合盘系统存在的问题,针对性的进行优化改进,最终完成了对整套
贴合盘系统的重新设计、制作和安装调试。重新改造后,提高了贴合盘的结构强度及表面精度。同时利用伺服电机精准定位的原理,
实现了贴合盘的快速进给,并且可以在配方对进给量进行精准设定。降低了设备故障率,减少了切换规格的调节时间,也提高了
三角胶胎圈的成型质量。
关键词 : 三角胶胎圈 ;贴合盘系统 ;成型质量
中图分类号 : TQ330.46 文章编号 : 1009-797X(2024)02-0067-04
文献标识码 : B DOI:10.13520/j.cnki.rpte.2024.02.016
1 原贴合盘系统简介 作后,贴合盘旋转装置开始工作,旋转 180° 将左右工
1.1 原贴合盘系统总体概况 位互换,同时横向移动装置启动,无杆气缸将贴合盘
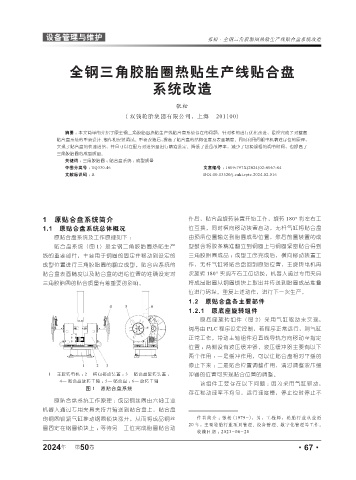
原贴合盘系统及工作原理如下 : 由预备位置输送到胎圈成型位置,然后前置装置的成
贴合盘系统(图 1)是全钢三角胶胎圈热贴生产 型鼓会将胶条精准翻立到钢圈上与钢圈紧密贴合得到
线的重要部件,主要用于钢圈的固定并移动到设定的 三角胶胎圈成品 ;成型工序完成后,横向移动装置工
成型位置进行三角胶胎圈的翻立成型。贴合盘系统的 作,无杆气缸将贴合盘回到原始位置,主旋转电机再
贴合盘表面精度以及贴合盘的进给位置的准确设定对 次旋转 180° 实现左右工位切换,机器人通过专用夹具
三角胶胎圈的贴合质量有着重要的影响。 将成品胎圈从钢圈锁块上取出并传送到胎圈成品堆叠
位进行码垛。重复上述动作,进行下一次生产。
1.2 原贴合盘各主要部件
1.2.1 原底座旋转组件
原底座旋转组件(图 2)采用气缸驱动来实现,
阀岛由 PLC 程序设定控制,若程序正常运行,则气缸
正常工作,带动主轴组件沿直线导轨方向移动至指定
位置 ;两侧设有液压缓冲器,液压缓冲器主要有以下
两个作用 :一是缓冲作用,可以让贴合盘相对平缓的
停止下来 ;二是贴合位置调整作用,通过调整液压缓
1— 主旋转电机 ;2— 横向移动装置 ;3— 贴合盘旋转装置 ; 冲器的位置可实现贴合位置的调整。
4— 贴合盘旋转主轴 ;5— 贴合盘 ;6— 旋转主轴
该组件主要存在以下问题 :因为采用气缸驱动,
图 1 原贴合盘系统
存在移动速率不均匀,运行速度慢,停止位时停止不
原贴合盘系统工作原理 :成品钢丝圈由六轴工业
机器人通过专用夹具夹持并输送到贴合盘上,贴合盘
的钢圈锁紧气缸推动钢圈锁块涨开,从而将成品钢丝 作者简介 :张松 (1979-),男,工程师,轮胎行业从业近
20 年,主要轮胎行业项目管理、设备管理、数字化管理等工作。
圈固定在钢圈锁块上 ;等待另一工位完成胎圈贴合动
收稿日期 :2023-06-28
2024 第 50 卷 ·67·
年