
Page 123 - 《橡塑技术与装备》2024年2期
P. 123
设备管理与维护 张松·全钢三角胶胎圈热贴生产线贴合盘系统改造
后,接近开关检测到钢圈放置在正确位置后,阀岛控
制气缸进气口开启,撑块撑开,将钢圈平稳固定 ;旋
转主电机由 PLC 程序设定旋转 180° 至指定位置,交
换左右工位位置 ;交换位置完成后,伺服电机根据程
序设定,将主轴组件前移至贴合位置 ;后续贴合鼓翻
立,将胶条翻立到贴合盘的钢圈上 ;待翻立动作完成
后,贴合鼓指板缩回,伺服电机控制贴合盘由贴合位
置至预备位置,预留出旋转空间 ;贴合盘达到预备位
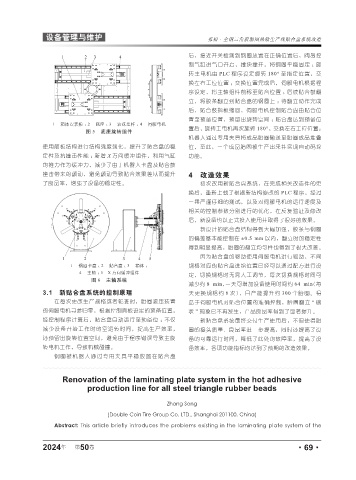
1— 箱体安装板 ; 2— 底座 ; 3— 滚珠丝杆 ; 4— 伺服电机
置后,旋转主电机再次旋转 180°,交换左右工位位置;
图 5 底座旋转组件
机器人通过专用夹具将成品胎圈输送至胎圈成品堆叠
使用筋板结构进行结构强度强化,提升了贴合盘的稳 位。至此,一个成品胎圈被生产出来并实现自动码垛
定性及抗撞击性能 ;新增 X 方向缓冲组件,利用气缸 功能。
的推力作为缓冲力,减少了由于机器人卡盘及贴合鼓
撞击带来的颤动,避免颤动导致贴合效果差从而提升 4 改造效果
了良品率,增强了设备的稳定性。 初次改用新贴合盘系统,在完成相关改造件的更
换后,重新上载了根据新结构修改的 PLC 程序,经过
一番严谨仔细的测试,以及对伺服电机的运行速度及
相关的控制参数分别进行的优化,在反复验证及修改
后,新设备也以正式投入使用并取得了很好的效果。
新设计的贴合盘结构得到大幅加强,胶条与钢圈
的偏差基本能控制在 ±0.5 mm 以内,翻立时的稳定性
得到明显提高,胎圈的翻立均匀性也得到了极大改善。
因为贴合盘的移动使用伺服电机进行驱动,不同
1— 钢圈卡盘 ; 2— 贴合盘 ; 3— 箱体 ; 规格对应的贴合盘进给位置已经可以通过配方进行设
4— 主轴 ; 5—X 方向缓冲组件
定,切换规格时无需人工调节,每次切换规格时间可
图 6 主轴系统
减少约 8 min,一天可增加设备使用时间约 64 min (每
3.1 新贴合盘系统的控制原理 天更换规格约 8 次),日产能提升约 300 个胎圈。得
在每次更改生产规格或者轮班时,胎圈滚压装置 益于伺服电机对贴合位置的准确控制,胎圈翻立 “ 碗
的伺服电机寻参归零,根据控制面板设定的预备位置, 状 ” 现象已不再发生,产品良品率得到了显著提升。
经控制程序计算后,贴合盘自动运行至预备位 ;不仅 新贴合盘系统最终交付生产使用后,不但使得胎
减少设备开始工作时的空运转时间,提高生产效率, 圈的接头质量、良品率进一步提高,同时还提高了设
还预留出旋转位置空间,避免由于程序错误导致主旋 备的可靠运行时间,降低了此处的故障率,提高了设
转电机工作,导致机械碰撞。 备效率,各项功能指标均达到了预期的改造效果。
钢圈被机器人通过专用夹具平稳放置在贴合盘
Renovation of the laminating plate system in the hot adhesive
production line for all steel triangle rubber beads
Zhang Song
(Double Coin Tire Group Co. LTD., Shanghai 201100, China)
Abstract: This article briefly introduces the problems existing in the laminating plate system of the
2024 第 50 卷 ·69·
年