
Page 127 - 《橡塑技术与装备》2024年2期
P. 127
工业自动化 李斌·基于西门子 PLC 的双闭环 PID 控制在橡胶制品挤出上的应用
图 3 串联双闭环 PID 控制框图
程度上去消除机械、电气其本身固有可预见性误差带
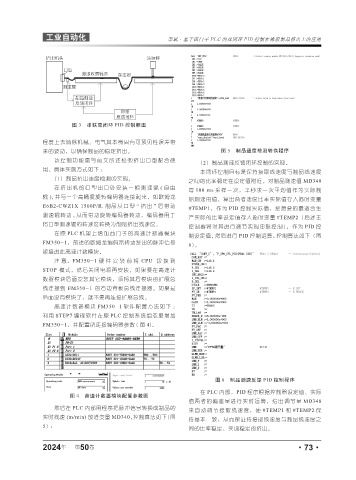
来的波动,以确保制品的稳定挤出。 图 5 制品速度检测转换程序
该控制功能需与前文所述松弛挤出口型配合使
(2)制品测速反馈闭环控制的实现。
用。具体实施方式如下 :
本闭环控制目标是保持接取线速度与制品线速度
(1)制品挤出速度检测的实现。 之间的比率稳定在设定值附近。对制品测速值 MD340
在挤出机的口型出口处安装一根测速辊 ( 自由
每 100 ms 采样一次,半秒求一次平均值作为实际制
辊 ), 并与一个高精度旋转编码器连接起来,如欧姆龙 品测速用值。算出两者速度比率实际值存入临时变量
E6B2-CWZ1X 1500P/R. 制品从口型 “ 挤出 ” 后带动
#TEMP1,作为 PID 控制实际值,把想要的最适合生
测速辊转动 , 从而带动旋转编码器转动,编码器用于
产实际的比率设定值存入临时变量 #TEMP2(后述主
将口型测速辊的转速度转换为制品挤出线速度。
控制器将对其进行调节实现串联控制),作为 PID 控
在原 PLC 机架上增加西门子的高速计数器模块
制设定值,然后进行 PID 控制运算,控制算法如下(图
FM350-1,前述的欧姆龙编码器转动发出的脉冲信号 6)。
被接进此高速计数模块。
注 意,FM350-1 硬 件安 装 前将 CPU 切 换到
STOP 模式,然后关闭电源再安装。如果要在高速计
数器模块后面安装其它模块,须将其后模块的扩展总
线连接到 FM350-1 的右边背板总线连接器。如果是
后面没有模块了,就不要再连接扩展总线。
高速计数器模块 FM350-1 软件配置方法如下 :
利用 STEP7 编程软件在原 PLC 控制系统组态里增加
FM350-1,并配置所连接编码器参数 ( 图 4)。
图 6 制品测速反馈 PID 控制程序
在 PLC 内部,PID 程序根据控制器设定值、实际
图 4 高速计数器模块配置参数图
值两者的偏差量进行实时运算,给出调节量 MD348
然后在 PLC 内部用程序把脉冲信号转换成制品的
来自动调节接取线速度,使 #TEMP1 和 #TEMP2 保
实时线速 (m/min) 放进变量 MD340,控制算法如下(图
持基本一致,从而保证持接取线速度与制品线速度之
5):
间的比率稳定,实现稳定的挤出。
年
2024 第 50 卷 ·73·