
Page 115 - 《橡塑技术与装备》2024年2期
P. 115
测试与分析 张东晋川 等·氟橡胶 O 形密封圈预成型优化因素分析
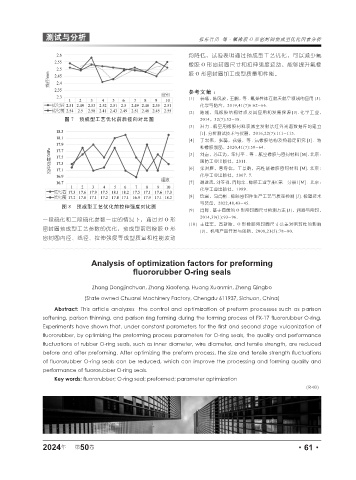
均降低,试验表明通过预成型工艺优化,可以减少氟
橡胶 O 形密封圈尺寸和拉伸强度波动,能够提升氟橡
胶 O 形密封圈加工成型质量和性能。
参考文献 :
[1] 杨瑤,陈风波,王鹏,等 . 氟弹性体在航天航空领域的应用 [J].
化学与黏合,2019,41(7)6:62-66.
[2] 陆刚,氟橡胶结构特点及其应用和发展探源 [J]. 化学工业,
图 7 预成型工艺优化前后径向对比图 2014,32(7):32-38.
[3] 洪力 . 航空用橡胶材料衰减全发射法红外光谱数据库的建立
[J]. 分析测试技术与仪器,2016,22(7):111-115.
[4] 于宏伟,张蕊,戎媛,等 . 氟橡胶结构及热稳定研究 [J].特
种橡胶制品,2020,41(7):59-64.
[5] 刘嘉,苏正涛,栗付平 . 等 . 航空橡胶与密封材料 [M]. 北京:
国防工业出版社,2011.
[6] 张洪雁,曹寿德,王景鹤,高性能橡胶密封材料 [M]. 北京 :
化学工业出版社,2007. 7.
[7] 谢遂志,刘等祥,周鸣栾 . 橡胶工业手册(第一分册) [M].北京:
化学工业出版社,1989.
[8] 饶翼,马肖彬 . 橡胶密封件生产工艺与质量检测 [J]. 橡塑技术
与装备,2022,48,43-45.
图 8 预成型工艺优化前拉伸强度对比图
[9] 肖晔 . 基于图像的 O 形密封圈尺寸检测方法 [J],润滑与密封,
2014,39(1):93-96.
一段硫化和二段硫化参数一定的情况下,通过对 O 形
[10] 王建军,高新陵,O 形橡胶密封圈尺寸公差对密封性的影响
密封圈预成型工艺参数的优化,预成型前后橡胶 O 形 [J],机电产品开发与创新,2008,21(5):78-80.
密封圈内径、线径、拉伸强度等成型质量和性能波动
Analysis of optimization factors for preforming
fluororubber O-ring seals
Zhang Dongjinchuan, Zhang Xiaofeng, Huang Xuanmin, Zheng Qingbo
(State owned Chuanxi Machinery Factory, Chengdu 611937, Sichuan, China)
Abstract: This article analyzes the control and optimization of preform processes such as parison
softening, parison thinning, and parison ring forming during the forming process of FX-17 fluororubber O-ring.
Experiments have shown that, under constant parameters for the first and second stage vulcanization of
fluororubber, by optimizing the preforming process parameters for O-ring seals, the quality and performance
fluctuations of rubber O-ring seals, such as inner diameter, wire diameter, and tensile strength, are reduced
before and after preforming. After optimizing the preform process, the size and tensile strength fluctuations
of fluororubber O-ring seals can be reduced, which can improve the processing and forming quality and
performance of fluororubber O-ring seals.
Key words: fluororubber; O-ring seal; preformed; parameter optimization
(R-03)
年
2024 第 50 卷 ·61·