
Page 113 - 《橡塑技术与装备》2024年2期
P. 113
测试与分析 张东晋川 等·氟橡胶 O 形密封圈预成型优化因素分析
表 1 橡胶圈成型参数 9 次和薄通 10 次,其邵尔硬度无明显增加。因此,确
工步 工艺参数 定坯料薄通参数为,辊距 0.4 mm,薄通 9 次。
坯料软化 放开辊距,使加胶料通过几次,待胶料软化
坯料薄通 待胶料变软后,锁紧辊距,薄通 8~10 次
将返炼后的平滑胶片按模压制品的尺寸制成所需的
坯料圈成型
坯料并搭接
模压压力(10~20)MPa,温度(170~180)℃,
一段硫化
时间(10~20)min
二段硫化 (200~250)℃,(15~25)h
2 预成型各种影响因素分析
2.1 坯料软化参数对 O 型密封圈成型影响
氟橡胶胶料通过一定间距的辊筒几次即可达到坯
料软化,但辊筒间的距离和通过的次数对氟橡胶坯料 图 3 薄通次数与邵尔硬度关系图
软化有直接影响。从图 2 是辊距和通过次数对胶料邵
2.3 坯料圈成型参数对密封圈成型影响
尔硬度的影响趋势图可以看出,随着辊距的增加,胶
由于氟橡胶的熔接性较差,采用胶条搭接方法会
料的邵尔硬度显著增加 ;随着通过次数的增加,邵尔
在胶圈表面残留接头痕迹,一般采用 “ 将返炼后的平
硬度先增加后降低,通过 3 次和通过 7 次大致相当, 滑胶片按模压制品的尺寸制成所需的坯料并搭接 ”,
且通过 3 次的邵尔硬度略低于通过 7 次的邵尔硬度。
因此在保证黏接成圈合格率和黏接稳定性的前提下,
根据橡胶密封圈成型通用要求,结合软化工序对
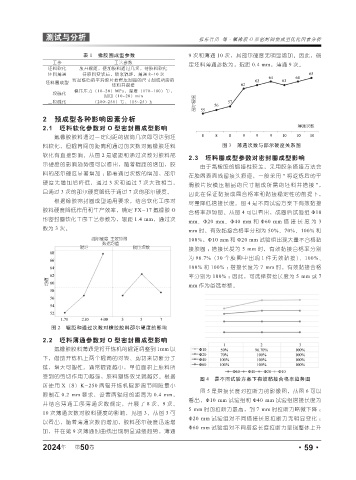
尽量降低搭接长度。图 4 是不同试验方案下有效黏接
胶料硬度降低作用和生产效率,确定 FX-17 氟橡胶 O 合格率趋势图。从图 4 可以看出,成圈后试验组 Φ10
形密封圈软化工序工艺参数为,辊距 1.4 mm,通过次 mm、Φ20 mm、Φ40 mm 和 Φ60 mm 搭接长度为 3
数为 3 次。
mm 时,有效黏接合格率分别为 50%、70%、100% 和
100%,Φ10 mm 和 Φ20 mm 试验组出现大量不合格黏
接胶圈 ;搭接长度为 5 mm 时,有效黏接合格率分别
为 96.7%(30 个胶圈中出现 1 件无效黏接)、100%、
100% 和 100% ;搭接长度为 7 mm 时,有效黏接合格
率分别为 100% ;因此,可选择搭接长度为 5 mm 或 7
mm 作为备选参数。
图 2 辊距和通过次数对橡胶胶料邵尔硬度的影响
2.2 坯料薄通参数对 O 型密封圈成型影响
氟橡胶胶料薄通是将开炼机的辊距调整到 1mm 以
下,借助开炼机上两个辊筒的对转、剪切来切断分子
链,增大可塑性。通常辊距越小,单位面积上胶料所
受到的剪切作用力越强,胶料塑炼效果就越好。根据
图 4 是不同试验方案下有效黏接合格率趋势图
所使用 X(S)K-250 两辊开炼机辊距调节间隙最小
图 5 是搭接长度对拉断力的影像图,从图 6 可以
限制在 0.2 mm 要求,设置两辊间的距离为 0.4 mm,
看出,Φ10 mm 试验组和 Φ40 mm 试验组搭接长度为
并结合薄通工序薄通次数规定,开展了 8 次、9 次、
5 mm 时的拉断力最高,到 7 mm 时拉断力略微下降 ;
10 次薄通次数对胶料硬度的影响,见图 3。从图 3 可
Φ20 mm 试验组对不同搭接长度拉断力无明显变化 ;
以看出,随着薄通次数的增加,胶料邵尔硬度迅速增
Φ60 mm 试验组对不同搭接长度拉断力呈现整体上升
加,并在第 9 次薄通时曲线出现明显减缓趋势,薄通
年
2024 第 50 卷 ·59·