
Page 71 - 《橡塑技术与装备》2026年2期
P. 71
机械与模具
MACHINERY AND MOLD
表 2 不同结构模具挤出胎面厚度与重量稳定性
肩厚 重量 肩厚实测 /mm 重量实测 /kg
名称
标准 标准 常规模具 加厚模具 常规模具 加厚模具
试样 1 37.30 37.80 37.97 37.35 36.96 37.55
试样 2 37.30 37.80 37.77 37.33 37.25 37.63
试样 3 37.30 37.80 37.35 37.11 37.13 37.37
试样 4 37.30 37.80 37.72 37.42 36.82 37.72
试样 5 37.30 37.80 37.56 37.29 37.07 37.46
试样 6 37.30 37.80 37.39 37.35 36.89 37.56
试样 7 37.30 37.80 37.82 37.52 37.12 37.52
试样 8 37.30 37.80 37.58 37.21 36.70 37.43
试样 9 37.30 37.80 37.25 37.35 37.30 37.76
试样 10 37.30 37.80 37.53 37.49 37.42 37.67
平均值 37.30 37.80 37.59 37.34 37.07 37.57
极差值 0 0 0.72 0.41 0.72 0.39
滚珠黏性测量仪进行检测,通过滚珠在胎面表面滚动
的距离来反映其黏性大小,滚珠滚动的距离越短,说
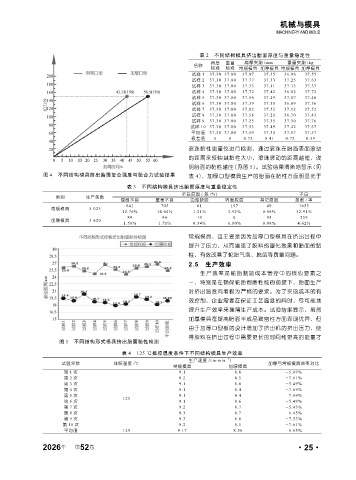
明胎面的黏性越佳(见图 5)。试验结果清晰地显示(见
图 4 不同结构模具挤出胎面复合强度与黏合力试验结果 表 4),加厚口型模具生产的胎面在黏性方面明显优于
表 3 不同结构模具挤出胎面厚度与重量稳定性
不良原因 ( 条 /%) 不良
类别 生产条数
厚度不良 重量不良 边部缺胶 界面脱层 其它原因 条数 / 率
641 705 61 197 49 1653
常规模具 5 023
12.76% 14.04% 1.21% 3.92% 0.98% 32.91%
89 96 19 0 55 259
加厚模具 5 620
1.58% 1.71% 0.34% 0.00% 0.98% 4.62%
常规模具,这主要是因为加厚口型模具在挤出过程中
提升了压力,从而增强了胶料的塑化效果和胎面的黏
性,有效改善了轮胎气泡、脱层等质量问题。
2.5 生产效率
生产效率是轮胎制造成本管控中的核心要素之
一,特别是在确保轮胎耐磨性能的前提下,胎面生产
对挤出温度有着极为严格的要求。为了实现成本的有
效控制,企业需要在保证工艺温度的同时,尽可能地
提升生产效率来摊薄生产成本。试验结果显示,虽然
加厚模具在提高胎面半成品致密性方面表现优异,但
由于加厚口型板的设计增加了挤出机的挤出压力,使
得胶料在挤出过程中需要更长的时间和更高的能量才
图 5 不同结构形式模具挤出胎面黏性检测
表 4 125 ℃排胶温度条件下不同结构模具生产效率
.
-1
生产速度 /(m min )
试验次数 排胶温度 /℃ 加厚与常规模具效率对比
常规模具 加厚模具
第 1 次 9.1 8.6 -5.49%
第 2 次 9.2 8.5 -7.61%
第 3 次 9.1 8.6 -5.49%
第 4 次 9.1 8.4 -7.69%
第 5 次 125 9.1 8.4 -7.69%
第 6 次 9.1 8.6 -5.49%
第 7 次 9.2 8.7 -5.43%
第 8 次 9.3 8.7 -6.45%
第 9 次 9.3 8.6 -7.53%
第 10 次 9.2 8.5 -7.61%
平均值 125 9.17 8.56 -6.65%
2026 第 52 卷 ·25·
年