
Page 76 - 《橡塑技术与装备》2026年2期
P. 76
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
态软件,该软件具有稳定性好,运行效率高,功能模 圈数关系,程序会实时把当前位置信息上传至画面。
块配置简单高效等优点,包含高效数据库系统,具有
良好的开放性和移植性,简单高效的脚本系统,内嵌
丰富易用的函数库,基于开放性结构设计的插件、图
元、函数等组件易于扩展,可以处理相对复杂且数据
量较大的数据运算,不易溢出等优点。
3.2 电气原理
硫化机自动调模控制系统电气设计适用于相同模
具下,一次数据拟合,后续通过输入目标合模力获得
所需合模力,实现自动调模功能。更换模具后,需要
运行调模程序,图 5 硫化机调模流程图, 启动调模程
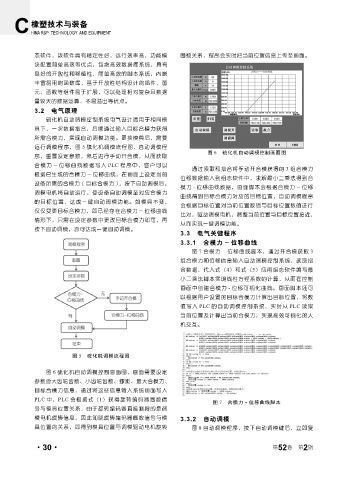
图 6 硫化机自动调模控制画面图
序,重置设定参数,然后进行手动开合模,从而获取
合模力 - 位移曲线数据写入 PLC 程序中,客户可以
通过读取和拟合将手动开合模获得的 3 组合模力
根据已生成的合模力 - 位移曲线,在画面上设定当前
位移数据输入到组态软件中,求解最小二乘法得到合
设备所需的合模力 ( 目标合模力 ),按下自动调模后,
模力 - 位移曲线数据,画面脚本会根据合模力 - 位移
调模电机将自动运行,使设备自动调模至对应合模力
曲线得到目标合模力对应的目标位置,自动调模程序
的目标位置,达成一键自动调模功能。如模具不变,
会根据目标位置对当前位置数值与目标位置数值进行
仅仅变更目标合模力,即已经存在合模力 - 位移曲线
比对,驱动调模电机,调整当前位置与目标位置接近,
情形下,只需在设定参数中更改目标合模力即可,再
从而实现一键调模功能。
按下自动调模,亦可达成一键自动调模。
3.3 电气关键程序
3.3.1 合模力 - 位移曲线
图 7 合模力 - 位移曲线脚本,通过开合模获取 3
组合模力和位移信息输入自动调模控制系统,读取拟
合数据,代入式(4)和式(5)应用组态软件编写最
小二乘法脚本实现线性方程系数的计算,从而在控制
画面中创建合模力 - 位移可视化曲线。画面脚本还可
以根据用户设置的目标合模力计算出目标位置,将数
值写入 PLC 的自动调模控制系统,实时从 PLC 读取
当前位置及计算出当前合模力,实现高效可视化的人
机交互。
图 5 硫化机调模流程图
图 6 硫化机自动调模控制画面图,画面需要设定
参数含大齿轮齿数、小齿轮齿数、螺距、最大合模力、
目标合模力信息,通过将这些信息输入系统画面写入
PLC 中,PLC 会根据式(1)获得旋转编码器圈数信
图 7 合模力 - 位移曲线脚本
号与模具位置关系,由于旋转编码器直接测得的是调
模电机旋转信息,因此知晓旋转编码器圈数信号与模 3.3.2 自动调模
具位置的关系,即得到模具位置与调模驱动电机旋转 图 8 自动调模程序,按下自动调模键后,立即复
2
·30· 第 52 卷 第 期