
Page 70 - 《橡塑技术与装备》2026年2期
P. 70
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
性和可比性。
1.5 数据处理
两种结构形式挤出模具分别进行 10 次试验,每次
试验取值 7 组(状态稳定性取值),去除最高值与最低
值后取平均数。
2 结果与分析
2.1 挤出胎面气孔率
气孔率 [4] 是衡量轮胎胎面性能的关键指标之一,
它直接关系到轮胎产品的耐磨性能。为了深入探究口
型模具结构与挤出胎面气孔率之间的内在联系,我们
设计并推行了专项试验(结果详见表 1)。试验结果显
示,采用加厚口型模具挤出的胎面气孔率显著低于使 图 2 加厚口型模具挤出胎面示意图
用常规模具的情况。这主要是因为加厚口型模具延长
2.2 挤出胎面复合强度与黏合力
了胎面胶通过模具的时间,并增大了挤出过程中的压
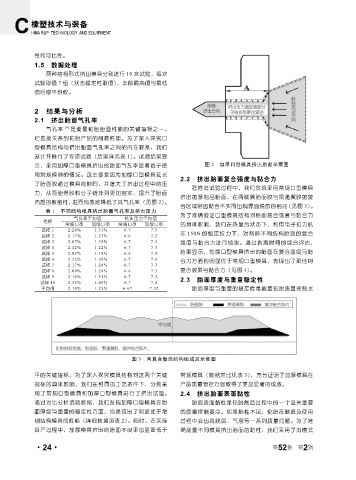
在推进试验过程中,我们发现采用常规口型模具
力,从而使得胶料分子链排列更加密实,提升了胎面
挤出的厚制品胎面,在两侧翼胎面胶与贯通翼胶的复
内部的致密性,进而有效地降低了其气孔率(见图 2)。
合区域常因黏合不实而出现界面脱层的前兆(见图 3)。
表 1 不同结构模具挤出胎面气孔率及挤出压力
为了准确验证口型模具结构对胎面复合强度与黏合力
气孔率平均值 机头压力平均值
名称
常规口型 加厚口型 常规口型 加厚口型 的具体影响,我们在热复合状态下,利用电子拉力机
试样 1 2.26% 1.31% 6.7 7.3
试样 2 2.17% 1.27% 6.6 7.2 在 150N 的恒定拉力下,对两种不同结构胎面的复合
试样 3 2.07% 1.35% 6.7 7.3 强度与黏合力进行检测。通过剥离时间的综合评估,
试样 4 2.42% 1.22% 6.7 7.3
试样 5 2.05% 1.19% 6.6 7.4 结果显示,加厚口型模具挤出的胎面在复合强度与黏
试样 6 2.22% 1.28% 6.7 7.4 合力方面均明显优于常规口型模具,表现出了更佳的
试样 7 2.17% 1.24% 6.7 7.3
试样 8 2.09% 1.24% 6.6 7.3 复合效果与黏合力(见图 4)。
试样 9 2.16% 1.31% 6.7 7.3
试样 10 2.32% 1.09% 6.7 7.4 2.3 胎面厚度与重量稳定性
平均值 2.19% 1.25% 6.67 7.32 胎面厚度与重量的稳定性是衡量轮胎质量控制水
图 3 两复合胎面结构组成及示意图
平的关键指标。为了深入探究模具结构对这两个关键 常规模具(数据对比见表 3),充分证明了加厚模具在
指标的具体影响,我们在相同的工艺条件下,分别采 产品质量管控方面取得了更加显著的成效。
用了常规口型模具和加厚口型模具进行了挤出试验。 2.4 挤出胎面表面黏性
通过对比分析试验数据,我们发现加厚口型模具在胎 胎面表面黏性是轮胎制造过程中的一个至关重要
面厚度与重量的稳定性方面,均表现出了明显优于常 的质量控制要点。如果黏性不足,轮胎在制造及使用
规结构模具的性能(详细数据见表 2)。同时,在实际 过程中会出现脱层、气泡等一系列质量问题。为了准
投产过程中,加厚模具挤出的胎面不良率也显著低于 确测量不同模具挤出胎面的黏性,我们采用了沟槽式
2
·24· 第 52 卷 第 期