
Page 78 - 《橡塑技术与装备》2026年1期
P. 78
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
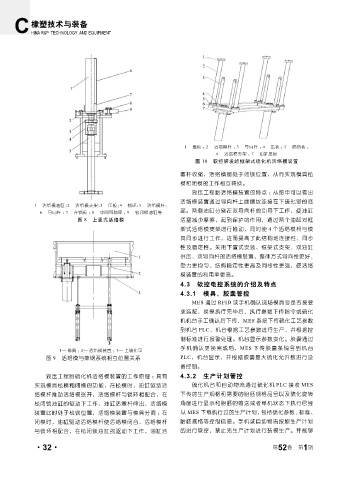
1— 盖板 ; 2— 活络模杆 ; 3— 导向杆 ; 4— 压板 ; 5— 隔热板 ;
6— 活络模支架 ; 7— 油缸接板
图 10 软控研发的框架式硫化机活络模装置
塞杆收缩,活络模都处于闭锁位置,从而实现模具松
模和闭模的工作相互转换。
液压工程胎活络模装置的特点 :从图中可以看出
活络模装置通过导向杆上端螺纹连接在下硫化室的底
1— 活络模油缸; 2— 活络模支架; 3— 压板; 4— 锁环; 5— 活络模杆;
6— 导向杆 ; 7— 开锁板 ; 8— 中间耳轴座 ; 9— 松闭锁油缸等 部。两侧油缸分别在双导向杆的引导下工作,使油缸
图 8 上置式活络模 活塞减少摩擦,起到保护的作用,通过两个油缸对框
架式活络模支架进行推动,同时使 4 个活络模杆与模
具同步进行工作,进而提高了此结构地连接性、同步
性及稳定性。采用下置式安装、框架式支架、双油缸
供压、双导向杆的活络模装置,整体方式导向性更好、
受力更均匀、结构稳定性更高及同步性更强,使活络
模装置的利用率更高。
4.3 软控电控系统的介绍及特点
4.3.1 模具、胶囊管控
MES 通过 RFID 或手机确认现场模具号是否按要
求装配,换模执行完毕后,执行参数下传指令或硫化
机机台手工确认后下传,MES 系统下传硫化工艺参数
到机台 PLC,机台根据工艺参数进行生产,并根据控
制标准进行报警处理。机台显示参数变化。胶囊通过
手机确认更换完成后,MES 下传胶囊条码号到机台
1— 模具 ; 2— 活络模装置 ; 3— 上硫化室
图 9 活络模与蒸锅系统相互位置关系 PLC,机台显示,并根据胶囊最大硫化允许数进行设
备控制。
液压工程胎硫化机活络模装置的工作原理 :具有 4.3.2 生产计划管控
实现模具松模和闭模的功能,在松模时,油缸驱动活 硫化机台和自动物流通过硫化机 PLC 接收 MES
络模杆推动活络模张开,活络模杆与锁环相配合,在 下传的生产规格和需要的胎胚规格品号以及硫化旋转
松闭锁油缸的驱动下工作,油缸活塞杆伸出,活络模 角度进行显示和胎胚的输送或者单机状态下执行已经
装置此时处于松锁位置,活络模装置与模具分离 ;在 从 MES 下载执行过的生产计划,包括硫化参数、标准、
闭模时,油缸驱动活络模杆使活络模闭合,活络模杆 胎胚规格等控制信息。手机或自动物流按照生产计划
与锁环相配合,在松闭锁油缸的驱动下工作,油缸活 的进行管控,禁止无生产计划进行装模生产。并能够
1
·32· 第 52 卷 第 期