
Page 76 - 《橡塑技术与装备》2026年1期
P. 76
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
置 → 机械手卸胎位启动,机械手转入、转出卸胎 →
机械手抓取生胎,转入模具中心后下降,完成定型工
序 → 机械手转出,安全销缩回,上硫化室到合模位,
硫化室完成合模 → 检测开关检测锁模机构锁环闭合
后,加力缸开始加压至设定合模力,开始硫化,依次
往复。
简易工艺过程介绍 :机械手降 → 爪片张开(抓
取生胎)→ 机械手升 → 机械手转入 → 机械手下降 →
上环降(定型)→ 爪片闭合 → 机械手升 → 机械手转
出 → 合模 → 合模停,二次定型 → 合模至终点 → 硫
化 → 硫化结束 → 活络模伸 → 开模 → 开模停,活络
模缩 → 开模至极限 → 机械手转入 → 机械手降 → 爪
片张开(抓胎) → 机械手升 → 机械手转出 → 机械手
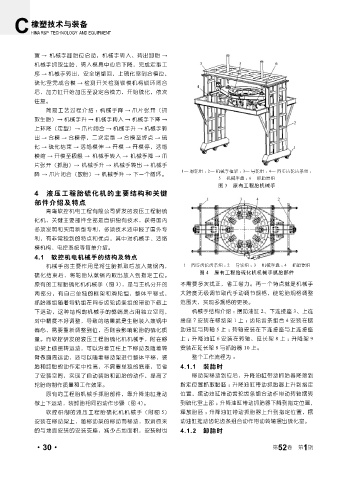
1— 滑轮组 ; 2— 机械手框架 ; 3— 导轮组 ; 4— 同步齿轮齿条组 ;
降 → 爪片闭合(放胎)→ 机械手升 → 下一个循环。
5— 机械手盘 ; 6— 抓胎器组
图 3 原有工程胎机械手
4 液压工程胎硫化机的主要结构和关键
部件介绍及特点
青岛软控机电工程有限公司研发的液压工程胎硫
化机,关键主要部件全部是自研独有技术,获得国内
多项发明和实用新型专利,多项技术还申报了国外专
利,有非常独到的特点和优点,其中对机械手、活络
模机构、电控系统等简单介绍。
4.1 软控机电机械手的结构及特点
机械手的主要作用是将生胎抓取后放入蒸锅内, 1— 同步齿轮齿条组 ; 2— 导轮组 ; 3— 机械手盘 ; 4— 抓胎器组
图 4 原有工程胎硫化机机械手抓胎部件
硫化结束后,将轮胎从蒸锅内取出放入到指定工位。
原有的工程胎硫化机机械手(图 3),是与主机分开的 不需要多次找正,省工省力。再一个特点就是机械手
两部分,有自己单独的框架和滑轮组,整体平移式, 大跨度无级调节取代手动调节规格,使轮胎规格调整
抓胎器组随着导轨组在同步齿轮齿条组的带动下做上 范围大,实现多规格的更换。
下运动,这种结构的机械手的弊端是占用独立空间, 机械手结构介绍 :摆动油缸 2、下连接座 3、上连
对中精度不好调整,导致的结果就是生胎装入蒸锅中 接座 7 安装在移动架 1 上 ;齿轮齿条组合 4 安装在摆
偏心,需要重新调整到位,否则会影响轮胎的硫化质 动油缸与转轴 5 上 ;转轴安装在下连接座与上连接座
量。而软控研发的液压工程胎硫化机机械手,附在移 上 ;升降油缸 6 安装在转轴、延长架 8 上 ;升降架 9
动架上做摆转运动,可以沿着立柱上下移动及随着转 安装在延长架 8 与抓胎器 10 上。
臂做圆周运动,还可以随着移动架进行整体平移,装 整个工作流程为 :
胎和卸胎的动作定中性高,不需要单独的底座,节省 4.1.1 装胎时
了安装空间,实现了自动装胎和卸胎的动作,提高了 移动架移动到位后,升降油缸带动抓胎器降落到
轮胎的制作质量和工作效率。 指定位置抓取胎胚 ;升降油缸带动抓胎器上升到指定
原有的工程胎机械手抓胎部件,靠升降油缸推动 位置,摆动油缸推动齿轮齿条组合动作带动转轴摆转
做上下运动,装卸胎相同的动作步骤(图 4)。 到硫化室上部 ;升降油缸带动抓胎器下降到指定位置,
软控研制的液压工程胎硫化机机械手(附图 5) 释放胎胚 ;升降油缸带动抓胎器上升到指定位置,摆
安装在移动架上,随移动架的移动而移动,取消原来 动油缸推动齿轮齿条组合动作带动转轴摆出硫化室。
的与地面安装的安装支座,减少占地面积,安装时也 4.1.2 卸胎时
1
·30· 第 52 卷 第 期