
Page 78 - 《橡塑技术与装备》2025年12期
P. 78
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
表 3 枪钻和梯形螺纹 表 5 工步设计
枪钻 工步 内容
刀柄 CA80-XP16-80.0R 伊斯卡 第一次装夹
刀杆 GD-DH 15.00-800-23 伊斯卡 OP1 一夹一顶,夹小头顶大头,坐标系 G54 在右端面。
刀片 TOGT 070304-DT IC908 伊斯卡 OP2 粗车最大外圆至 D520.6,Ra1.6, 为中心架架位。
导条 GPS-05-18-060-DC IC908 伊斯卡 OP3 移动中心架置于 D520 中间。
梯形螺纹 OP4 粗车外圆各部,径向余量 0.3,端面余量 0.1。
刀柄 CA80-SEL-55080-22T 森泰英格 OP5 精车外圆和 1:12 锥面各部,Ra1.6。
刀片 4EL 6.0 TR VTX VARQUS OP6 精车方槽、退刀槽。
OP7 动态精车 R6 圆弧槽。
表 4 工步刀具 OP8 车梯形螺纹 P6,左旋和右旋。
OP9 移动中心架到 D380。
号码 类型 名称 备注
T1 外圆车刀 CNMG120408 粗车 OP10 精车最大外圆至 D520。
T2 外圆车刀 DNMX150604 精车 OP11 退顶尖至原点 M841 处。
T3 外圆槽刀 6R0.2 车外圆槽 OP12 预钻 D15 底孔 , 引导孔深度 1.5D。
T4 外圆槽刀 R2.5 车外圆槽 OP13 枪钻 D15 孔,深度 800 mm。
T5 螺纹车刀 梯形螺纹 P6 车螺纹 OP14 钻 D24.5 孔。
T6 钻孔 D60U 钻 钻水孔 OP15 攻螺纹 Rc3/4。
T7 钻孔 D15 合金钻头 预钻 OP16 锪平 D10 孔,保证导引深度。
T8 钻孔 D15 枪钻 枪钻 OP17 枪钻 D10 孔。
T9 钻孔 D24.5U 钻 钻底孔 OP18 回退顶尖至 M842 处。
T10 端铣刀 D10 合金 预钻锪平 OP19 移动中心架置于 D520 中间。
T11 钻孔 D10 枪钻 枪钻 OP20 钻水道孔 D60, 深度 250 mm。
T12 螺纹刀 Rc3/4 攻螺纹 OP21 松开中心架。
T13 螺纹车刀 M3 车螺纹 OP22 吊装、顶尖回零点、卸活。
T14 钻孔 阶梯钻头 钻孔 第二次装夹
T15 钻孔 D8.5 合金钻头 钻孔 OP23 一夹一顶,夹大头顶小头,坐标系 G54 在右端面。
T16 攻螺纹 M10 丝锥 攻螺纹 OP24 打表,跳动小于 0.02,跳动不合格,修顶尖孔。
T17 面铣刀 D63R6 粗铣键槽 OP25 移动中心架到 D380。
T18 端铣刀 D32 刀片 清角键槽 OP26 粗车外圆各部,径向余量 0.3,端面余量 0.1。
T19 端铣刀 D20 合金 精铣键槽 OP27 车退刀槽。
T20 钻孔 D20-60 度 修中心孔 OP28 精车各外圆,Ra1.6。
OP29 车螺纹 M200×3。
OP30 阶梯钻,Rc3/4 底孔和 D15 枪钻底孔。
8 工艺设计 OP31 钻 D15 孔。
OP32 攻螺纹 Rc3/4。
表 5 列出车铣复合精加工各个工步的工艺顺序和 OP33 锪平 D10 孔,保证导引深度。
各个工序的内容简要说明,从整个工艺路线的设计上, OP34 枪钻 D10 孔。
OP35 钻 M10 底孔至 D8.5
可以看出,车铣复合加工,在一次装夹中已经完成 OP36 攻螺纹 M10。
90% 的加工内容,不仅加工效率很高,而且各个尺寸 OP37 松开中心架。
OP38 吊装、顶尖回零点、卸活。
和形状位置精度得到了有效的保证,充分发挥了车铣
复合的优势,可以根据实际需求进行灵活调整工艺和
相关工艺资源,本文仅供参考。
下面,对加工中某些工序应该注意到的一些问题
做简单的工艺分解。
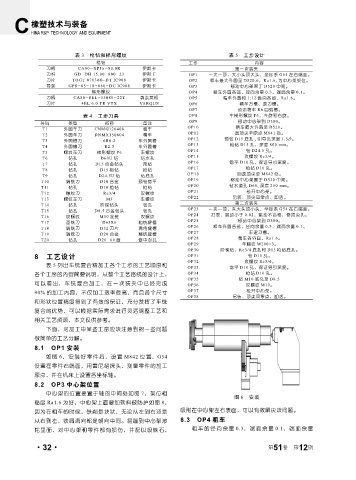
8.1 OP1 安装
如图 6,安装好零件后,设置 M842 位 置,G54
设置在零件右端面,用雷尼绍探头,测量零件的加工
原点,并在机床上设置各坐标轴。
8.2 OP3 中心架位置
中心架的位置要置于轴的中间处如图 7,架位粗
图 6 安装
糙度 Ra1.6 为好,中心架上面要加软料做防护如图 8,
因为在粗车的时候,铁削是块状,无论从左到右还是 吸附在中心架左右表面,可以有效解决该问题。
从右到左,铁屑流向都是朝向中间。易蹦到中心架滚 8.3 OP4 粗车
轮里面,对中心架和零件都有损伤,并配以吸铁石, 粗车的径向余量 0.3,端面余量 0.1,端面余量
·32· 第 51 卷 第 12 期